Facilité d'utilisation et connectivité aux périphériques externes, industrie 4.0
SÉCURITÉ - CONNECTIVITÉ - FLEXIBILITÉ
Sutherland est fier d’introduire I-PRESS®, l’avenir de la technologie de contrôle de la presse. Avec des contrôles basés sur des logiciels et des écrans tactiles, I-PRESS® représente notre engagement à diriger l’industrie avec les dernières innovations en matière de contrôles. L’industrie de la formation de métaux évolue vers un nouveau niveau de connectivité et d’automatisation, et I-PRESS® a été conçu pour amener vos opérations de presse dans le 21ème siècle.
- La commande de presse la plus intuitive au monde
- Suite complète de fonctions de sécurité
- Conçu pour l'automatisation et l'évolutivité
- Conçu pour s'intégrer de manière transparente à Connected Enterprise

I-PRESS® est conçu pour la personnalisation et l’extensibilité. Lorsque de nouvelles fonctionnalités ou modifications sont nécessaires, il n’y a pas de remplacements de puces coûteux, il suffit de débloquer vos mises à niveau directement à partir du logiciel.
• Suite complète d’outils d’automatisation
• Intégration facile avec les départs, les robots et les systèmes de transfert
• Personnalisable pour prendre en charge des applications spéciales
Écran de fonctionnement principal mécanique
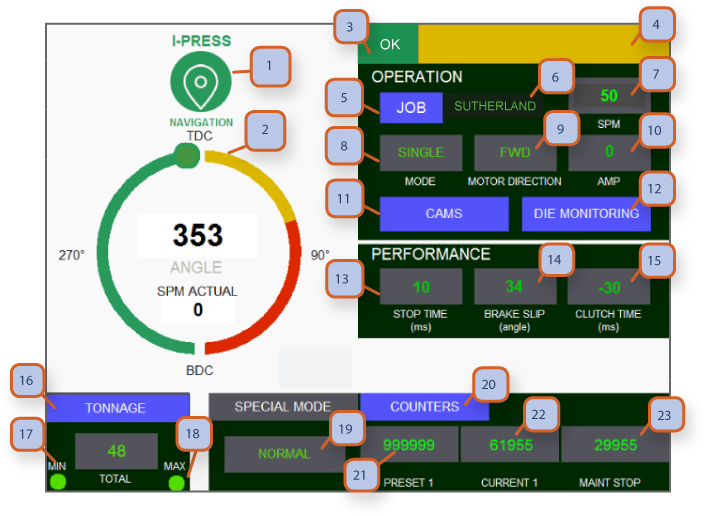
1. BOUTON DE NAVIGATION: Appuyez sur ce bouton pour accéder aux écrans de navigation. Selon le niveau de mot de passe de l'opérateur ou du superviseur, plus ou moins d'écrans sont accessibles.
2. INDICATEUR DE POSITION ET D'ANGLE DE COURSE ET VITESSE RÉELLE: Cet angle doit être le même que l'indicateur de type d'horloge mécanique sur la couronne de la presse. L'angle est indiqué sur la base de l'encodeur électronique qui surveille la position de la glissière et la position de dépassement. La position du codeur peut être recalibrée, voir «Remise à zéro du codeur». La vitesse réelle indique le SPM / coups actuels par minute.
3. OK MONITOR : L’affichage vert montre que tous les systèmes fonctionnent et qu’aucun défaut n’est présent.
4. MONITEUR DE DÉFAUT : Quand n’importe quel défaut de sécurité ou de machine est présent, le défaut s’affichera dans le moniteur jaune et OK ne sera plus vert. Le défaut doit être résolu et le « bouton de réinitialisation » au t-stand doit être pressé pour effacer le défaut.
5. BOUTON DE TRAVAIL : Appuyez sur ceci pour aller à l’écran de « mémoire d’emploi ». C’est là qu’un nouvel emploi peut être chargé. À partir de cet emplacement, vous pouvez également vous rendre à l’écran de la « bibliothèque d’emplois » pour obtenir des tâches qui ont été sauvegardées.
6. NUMÉRO D’EMPLOI : Les noms alpha-numériques à 10 chiffres peuvent être attribués sur l’écran de mise en place de la « mémoire d’emploi ».
7. SPM : Affiche le réglage actuel de vitesse de SPM/coups par minute du moteur principal, de la roue volante et du mouvement de glissière. Ceci est ajusté vers le haut/vers le bas en tapant sur le champ et en entrant une valeur désirée de traits par minute.
8. MODE: le champ affiche 5 modes de fonctionnement différents, « off, inch, single stroke, continuous, special » modes. Pour démarrer le moteur principal, l’interrupteur du sélecteur de mode situé en t-stand doit être en position « off ». Le « mode spécial » n’est accessible qu’avec le mot de passe de niveau Superviseur.
9. DIRECTION PRINCIPALE DU MOTEUR : Affiche 3 positions de sélecteur de clé de direction motrice à mos / station d’opération principale : « vers l’avant, frein de roue volante, marche arrière »
Remarque: la presse ne fonctionnera en mode « pouce » en marche arrière. Lorsque la position médiane / frein du volant est sélectionné, cela active le frein, arrête le mouvement du coulisseau, arrête le moteur principal et applique le frein du volant.
10. AMP : affiche le tirage principal d’ampli de moteur. Cela peut être utile lors de la mise en place acb / air contre-équilibre pression de l’air qui égalise le poids de mure supérieure. Les fluctuations minimales des amplis indiquent un réglage approprié de la pression d’acb. Si les amplis montent pendant 180 à 359 upstroke ceci indique que la pression d’acb peut être basse. Si les amplis montent pendant 0 à 180 coups indique que la pression d’acb peut être trop élevée.
11. BOUTON CAM: Appuyez sur pour aller à l’écran de came programmable. Les cames 1-12 sont pré-câblées sur des bandes terminales dans la partie inférieure du peoa / panneau électrique principal.
12. DIE PROTECTION: Appuyez pour aller à « die protection » écran. Die pro 1-16 sont pré-câblés sur des bandes terminales dans la section inférieure de mep / panneau électrique principal.
13. TEMPS D'ARRÊT: Affiche le temps d'arrêt en ms / millisecondes à chaque course. Les réglages des paramètres sont accessibles avec un mot de passe superviseur.
14. GLISSEMENT DE FREIN : Affiche l’angle de glissement. Les paramètres sont accessibles avec le mot de passe du superviseur.
15. CLUTCH TIME Affiche le temps d’engagement de l’embrayage en ms / millisecondes. Les paramètres sont accessibles avec le mot de passe du superviseur.
16. TONNAGE: Appuyez pour aller à l’écran de tonnage, champ ci-dessous montre tonnage total au cours de chaque coup de la presse.
17. MIN TONNAGE : Affiche l’indicateur rouge si le réglage du tonnage min sur l’écran de mémoire d’emploi passe en dessous d’une limite prédéfini. Slide s’arrêtera au tdc / top dead center et hmi affichera « min tonnage » défaut en haut à droite sur l’écran d’exécuter principal. Appuyez sur « bouton de réinitialisation » à t-stand pour effacer la faute.
18.MAX TONNAGE : Affiche un indicateur rouge si le réglage du tonnage maximal sur l’écran de mémoire d’emploi dépasse une limite prédéfinie. Slide s’arrêtera au tdc / top dead center et hmi affichera « tonnage max » défaut en haut à droite sur l’écran d’exécuter principal. Appuyez sur « bouton de réinitialisation » à t-stand pour effacer la faute.
19. MODE DE FONCTIONNEMENT SPÉCIAL: En option, accessible avec le mot de passe superviseur. Cela permet 4 réglages, «mode de fonctionnement normal-micro pouces, ssd / course unique à la demande, csd / course continue à la demande», ce qui est idéal pour les presses qui sont asservies à l'automatisation en amont ou en aval.
20. COMPTEURS: Appuyez pour aller à l’écran compteurs où vous pouvez ajuster les contre-valeurs.
21. PRESET COUNTER 1: Affiche le compteur de préréglage 1 sur l'écran du compteur. Cela peut être utilisé comme compteur de lots.
22. NOMBRE ACTUEL 1: Affiche le décompte actuel depuis le démarrage du compteur. Lorsque ce nombre atteint le même nombre que le préréglage 1, la glissière s'arrêtera à tdc et le moniteur ok vert s'éteindra et affichera le défaut «compteur de préréglage 1» en haut à droite sur l'écran de fonctionnement principal. Accédez à l'écran du compteur pour remettre à zéro ou définir une nouvelle valeur.
23. MAINTENANCE STOP: Affiche le compte à rebours jusqu'à l'arrêt de maintenance. Le moniteur vert ok s'éteindra et affichera le défaut «compte de maintenance» en haut à droite sur l'écran de fonctionnement principal. Le mot de passe du superviseur est requis pour effacer ou réinitialiser le compteur de maintenance. Appuyez ensuite sur le «bouton de réinitialisation» sur le support en T pour effacer le défaut.
Remarque: lorsque les compteurs (# 21 & # 22 & # 23) atteignent 80% de leur valeur préréglée, ils deviennent jaunes. Lorsqu'il atteint 90% de sa valeur prédéfinie, il devient rouge. Cela permet à l'opérateur de se préparer à l'arrêt de la presse.
• Option 1: SCANNER DE CODE À BARRES: Appuyez pour utiliser le lecteur de code à barres et charger automatiquement un travail prédéfini lié à ce code à barres.
• Option 2: COMPTEUR DE SÉQUENCE DE COURSE: Affiche le compteur de courses personnalisable.
• Option 3: QDC: Appuyez pour aller à l'écran de changement rapide de matrice afin de faire fonctionner les pinces de matrice et les poussoirs de matrice.
• Option 4: HAUTEUR DE LA MOULURE AUTOMATIQUE: Affiche la hauteur de la matrice en mm ou en pouces. Peut être programmé dans la mémoire des travaux pour éliminer l'utilisation par les opérateurs du réglage manuel de la hauteur de la matrice.
• Option 5: TEMPS DE FONCTIONNEMENT CONTINU: Affiche la durée de fonctionnement de la presse en mode continu.
Écran de fonctionnement principal servo hydraulique
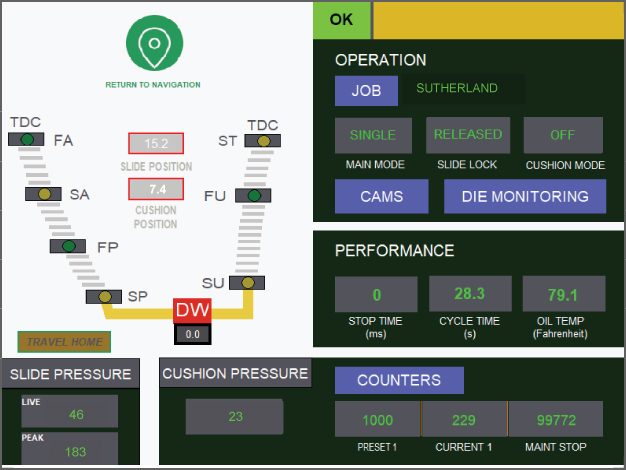
1. BOUTON DE NAVIGATION: Appuyez sur ce bouton pour accéder aux écrans de navigation. Selon le niveau de mot de passe de l'opérateur ou du superviseur, plus ou moins d'écrans sont accessibles.
2. MONITEUR OK: L'affichage vert "OK" indique que tous les systèmes fonctionnent et qu'aucun défaut n'est présent. Les affichages rouges de «défaut» indiquent qu'il y a un défaut et que la presse ne fonctionnera pas.
3. BOUTON DE TRAVAIL: Appuyez sur ce bouton pour accéder à l'écran «Mémoire de travaux». C'est là qu'un nouveau travail peut être chargé. À partir de cet emplacement, vous pouvez également accéder à l'écran «Bibliothèque des travaux» pour afficher les travaux qui ont été enregistrés.
4. NUMÉRO DE TRAVAIL: Des noms de travaux alphanumériques à 10 chiffres peuvent être attribués sur l'écran de configuration de la «mémoire de travaux».
5. MODE: Le champ affiche 5 modes de fonctionnement différents, modes «arrêt, pouce, course unique, continu, spécial». Pour démarrer le moteur principal, le sélecteur de mode situé dans le support en T doit être en position «arrêt». Le «mode spécial» n'est accessible qu'avec un mot de passe de niveau superviseur.
6. SLIDE LOCK -'NOT FULLY ENGAGED ': indique ce défaut lorsque les verrous de glissière ne sont pas complètement engagés. Lorsque les verrous coulissants sont complètement rétractés, ce champ affichera «Libéré» en vert. Voir la page suivante.
7. MODE COUSSIN: Basculez entre désactivé, simultané ou différé. En mode simultané, le coussin se soulèvera dès que le bélier commencera à monter après avoir atteint bdc. En mode de retard, le coussin se lèvera avec un temps de retard défini, après que la RAM commence à s'élever de bdc.
8. BOUTON CAM: Appuyez pour aller à l'écran de came programmable. Les cames 1 à 12 sont précâblées sur les borniers dans la section inférieure du panneau électrique principal / mep.
9. SURVEILLANCE DES MORCEAUX: Appuyez sur pour aller à l'écran «Suivi des matrices». Die pro 1-16 sont précâblés sur des borniers dans la section inférieure du panneau électrique principal / mep.
10. INDICATEUR DE POSITION DE COURSE ET D'ÉTAPE DE COURSE: La position de la glissière illustrée est basée sur le transducteur linéaire qui surveille la position de la glissière.
11. SLIDE POSITION: Affiche la position actuelle de la glissière en mm.
12. POSITION DU COUSSIN: Affiche la position actuelle du coussin en mm.
13. TEMPS D'ARRÊT: Affiche le temps d'arrêt en ms / millisecondes à chaque course. Les réglages des paramètres sont accessibles avec un mot de passe superviseur.
14. TEMPS DE CYCLE: Affiche la durée totale du cycle en secondes.
15. OIL TEMP: Affiche la température de l'huile en Fahrenheit.
16. PRESSION SLIDE - LIVE: Ce champ affiche la pression actuelle de la glissière (tonnage) à un moment donné.
17. PRESSION DE GLISSIÈRE - CRÊTE: Ce champ affiche la valeur de pression la plus élevée de la dernière course.
18. PRESSION DU COUSSIN: Affiche la pression du coussin.
19. COMPTEURS: Appuyez pour aller à l'écran des compteurs où vous pouvez régler les valeurs du compteur.
20. PRESET COUNTER 1: Affiche le compteur de préréglage 1 sur l'écran du compteur. Cela peut être utilisé comme compteur de lots.
21. NOMBRE ACTUEL 1: Affiche le décompte actuel depuis le démarrage du compteur. Lorsque ce nombre atteint le même nombre que le préréglage 1, la glissière s'arrêtera à tdc et le moniteur OK vert s'éteindra et affichera le défaut «compteur de préréglage 1» en haut à droite sur l'écran de fonctionnement principal. Accédez à l'écran du compteur pour remettre à zéro ou définir une nouvelle valeur.
22. MAINTENANCE STOP: Affiche le compte à rebours jusqu'à l'arrêt de maintenance. Le moniteur OK vert s'éteindra et affichera le défaut «compte de maintenance» en haut à droite sur l'écran de fonctionnement principal. Le mot de passe du superviseur est requis pour effacer ou réinitialiser le compteur de maintenance.
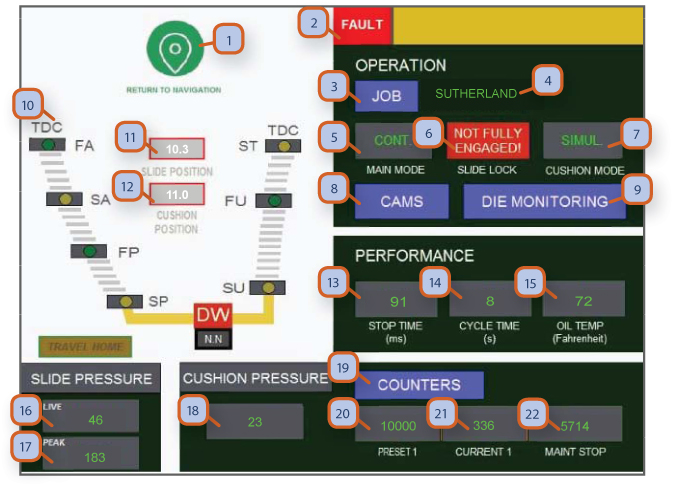
Forge d'écran principal
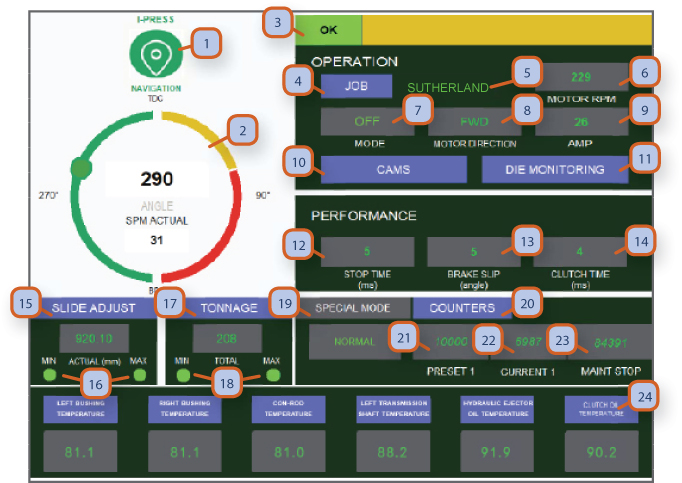
1. BOUTON DE NAVIGATION: Appuyez sur ce bouton pour accéder aux écrans de navigation. Selon le niveau de mot de passe de l'opérateur ou du superviseur, plus ou moins d'écrans sont accessibles.
2. INDICATEUR DE POSITION ET D'ANGLE DE COURSE ET VITESSE RÉELLE: Cet angle doit être le même que l'indicateur de type d'horloge mécanique sur la couronne de la presse. L'angle est indiqué sur la base de l'encodeur électronique qui surveille la position de la glissière et la position de dépassement. La position du codeur peut être recalibrée, voir «Remise à zéro du codeur». La vitesse réelle indique le SPM / coups actuels par minute.
3. OK MONITEUR: L'affichage vert indique que tous les systèmes fonctionnent et qu'aucun défaut n'est présent. Lorsqu'un défaut de sécurité ou de machine est présent, le défaut s'affiche dans la zone jaune et le moniteur ok ne sera plus vert. Le défaut doit être résolu et le «bouton de réinitialisation» du support en T doit être enfoncé pour effacer le défaut.
4. BOUTON DE TRAVAIL: Appuyez sur ce bouton pour accéder à l'écran «Mémoire de travaux». C'est là qu'un nouveau travail peut être chargé. À partir de cet emplacement, vous pouvez également accéder à l'écran «Bibliothèque des travaux» pour afficher les travaux qui ont été enregistrés.
5. NUMÉRO DE TRAVAIL: Des noms de travaux alphanumériques à 10 chiffres peuvent être attribués sur l'écran de configuration de la «mémoire de travaux».
6. RPM MOTEUR: Affiche le régime moteur actuel / rotations par minute de réglage de la vitesse du moteur principal.
7. MODE: Le champ affiche 5 modes de fonctionnement différents, modes «arrêt, pouce, course unique, continu, spécial». Pour démarrer le moteur principal, le sélecteur de mode situé dans le support en T doit être en position «arrêt». Le «mode spécial» n'est accessible qu'avec un mot de passe de niveau superviseur.
8. DIRECTION DU MOTEUR PRINCIPAL: Affiche 3 positions du sélecteur à clé de direction du moteur au poste de commande mos / maître: «avant, frein volant, marche arrière» Remarque: la pression ne fonctionnera qu'en «mode pouces» en marche arrière. Lorsque la position médiane / frein du volant est sélectionné, cela active le frein, arrête le mouvement du coulisseau, arrête le moteur principal et applique le frein du volant.
9. AMP: Affiche la consommation d'ampère du moteur principal. Cela peut être utile lors du réglage de la pression d'air du contrepoids acb / air qui égalise le poids de la matrice supérieure. Une fluctuation minimale des ampères indique un réglage correct de la pression acb. Si les ampères augmentent pendant une course ascendante de 180 à 359, cela indique que la pression acb est peut-être trop basse. Si les ampères augmentent pendant la course descendante de 0 à 180, cela indique que la pression acb est peut-être trop élevée.
10. BOUTON CAMS: Appuyez pour aller à l'écran de came programmable. Les cames 1 à 12 sont pré-câblées sur des borniers dans la section inférieure du panneau électrique principal / mep.
11. SURVEILLANCE DES MORCEAUX: Appuyez sur pour aller à l'écran «protection die». Die pro 1-16 sont pré-câblés sur des borniers dans la section inférieure du panneau électrique principal / mep.
12. TEMPS D'ARRÊT: Affiche le temps d'arrêt en ms / millisecondes à chaque course. Les réglages des paramètres sont accessibles avec un mot de passe superviseur.
13. BRAKE SLIP: affiche l'angle de glissement. Les réglages des paramètres sont accessibles avec un mot de passe superviseur.
14. TEMPS D'EMBRAYAGE: Affiche le temps d'engagement de l'embrayage en ms / millisecondes. Les réglages des paramètres sont accessibles avec un mot de passe superviseur.
15. SLIDE ADJUST: Affiche la hauteur actuelle de la matrice.
16. INDICATEURS MIN / MAX: affichera un indicateur rouge si la hauteur de la matrice atteint la limite de hauteur physique minimale de la matrice.
17. TONNAGE: Appuyez pour aller à l'écran de tonnage, le champ ci-dessous montre le tonnage total pendant chaque coup de presse.
18. INDICATEURS MIN / MAX: Affiche un indicateur rouge si le réglage du tonnage minimum sur l'écran de mémoire de travaux passe en dessous d'une limite prédéfinie. La glissière s'arrêtera au point mort tdc / haut et le hmi affichera le défaut «tonnage min.» En haut à droite sur l'écran de fonctionnement principal. Appuyez sur le «bouton de réinitialisation» sur le support en T pour effacer le défaut.
19. MODE DE FONCTIONNEMENT SPÉCIAL: En option, accessible avec le mot de passe superviseur. Cela permet 4 réglages, «mode de fonctionnement normal-micro pouces, ssd / course unique à la demande, csd / course continue à la demande», ce qui est idéal pour les presses qui sont asservies à l'automatisation en amont ou en aval.
20. COMPTEURS: Appuyez pour accéder à l'écran des compteurs où vous pouvez régler les valeurs des compteurs.
21. PRESET COUNTER 1: Affiche le compteur de préréglage 1 sur l'écran du compteur. Cela peut être utilisé comme compteur de lots.
22. NOMBRE ACTUEL 1: Affiche le décompte actuel depuis le démarrage du compteur. Lorsque ce nombre atteint le même nombre que le préréglage 1, la glissière s'arrêtera à tdc et le moniteur ok vert s'éteindra et affichera le défaut «compteur de préréglage 1» en haut à droite sur l'écran de fonctionnement principal. Accédez à l'écran du compteur pour remettre à zéro ou définir une nouvelle valeur.
23. MAINTENANCE STOP: Affiche le compte à rebours jusqu'à l'arrêt de maintenance. Le moniteur vert ok s'éteindra et affichera le défaut «compte de maintenance» en haut à droite sur l'écran de fonctionnement principal. Le mot de passe du superviseur est requis pour effacer ou réinitialiser le compteur de maintenance. Appuyez ensuite sur le «bouton de réinitialisation» sur le support en T pour effacer le défaut.
24. INDICATEURS DE TEMPÉRATURE DIVERS: Cette zone vous permet de surveiller la température dans différentes zones de la presse. Ces champs deviendront rouges si la température dépasse une limite définie.
Remarque:
Lorsque les compteurs (# 21 & # 22 & # 23) atteignent 80% de leur valeur préréglée, ils deviennent jaunes. Lorsqu'il atteint 90% de sa valeur prédéfinie, il devient rouge. Cela permet à l'opérateur de se préparer à l'arrêt de la presse.
Navigation sur écran tactile couleur
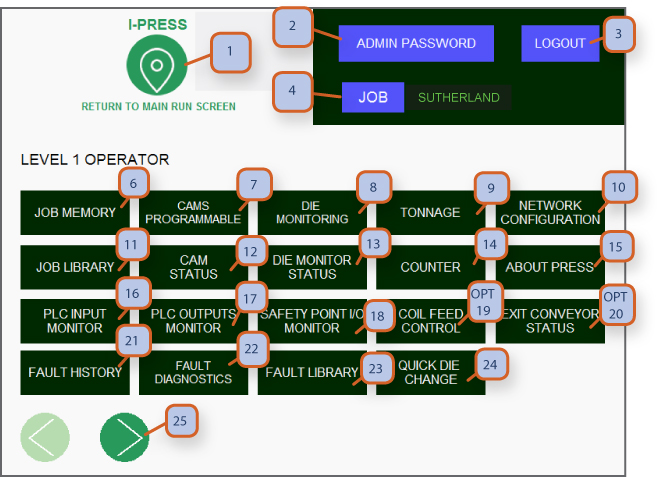
1. BOUTON DE NAVIGATION: Appuyez sur ce bouton pour accéder aux écrans de navigation. Selon le niveau de mot de passe de l'opérateur ou du superviseur, plus ou moins d'écrans sont accessibles.
2. MOT DE PASSE ADMIN : Appuyez sur pour permettre la saisie d’un mot de passe supérieur ou de superviseur. Retournez au mot de passe de niveau inférieur, utilisez le bouton logout.
3. LOGOUT: Cela permet aux utilisateurs de logout afin que d’autres puissent se connecter avec leur niveau de mot de passe.
4. JOB: Appuyez sur pour aller à « mémoire d’emploi » écran.
5. NUMÉRO D’EMPLOI : Affiche le travail alphanumérique actuel à 10 chiffres qui est sélectionné.
6. MÉMOIRE DE TRAVAIL : Appuyez pour aller à l’écran de « mémoire d’emploi ».
7. CAMS PROGRAMMABLE: Appuyez sur pour aller à « cames programmables » écran.
8. DIE MONITORING: Appuyez sur pour aller à « die monitoring » écran.
9. TONNAGE: Appuyez sur pour aller à « moniteur de tonnage » écran.
10. CONFIGURATION RÉSEAU : Affiche les modules I/o de type plc et de sécurité.
11. BIBLIOTHÈQUE DE TRAVAIL : Appuyez pour aller à « l’écran de bibliothèque d’emploi » pour sélectionner un travail préprogrammé ou entrer un nouvel emploi.
12. STATUT CAM : Appuyez pour passer à l’écran d’état de la came. (voir uniquement)
13. DIE MONITORING STATUS: Appuyez sur pour aller à mourir écran de surveillance. (voir uniquement)
14. COMPTEUR: Appuyez pour aller à « contre-écran » « prédéfinie 1, prédéfinie 2, couper le compteur 1, couper le compteur 2, l’entretien et le compteur de vie totale ».
15. À PROPOS DE LA PRESSE: Appuyez sur pour voir les spécifications de presse et i-press contrôle manuel.
16. MONITEUR d’entrée PLC: Appuyez sur pour aller à « plc-1 entrées moniteur » écran, idéal pour le tournage des problèmes.
17. MONITEUR DE SORTIE PLC: Appuyez sur pour aller à « plc-1 sorties moniteur » écran, idéal pour le tournage des problèmes.
18. SAFETY POINT I/O MONITOR: Appuyez sur pour voir le statut I/O du plc.
19. **facultatif** COIL FEED CONTROL: Contrôle de l’alimentation en bobine par i-press hmi.
20. **facultatif** STATUT DU CONVOYEUR DE SORTIE : Contrôle du convoyeur de sortie par hmi i-press.
21. HISTOIRE DE DÉFAUT : Appuyez pour aller à l’écran « histoire de défaut ».
22. DIAGNOSTICS DE DÉFAUT : Appuyez pour passer à l’écran « diagnostic des défauts ».
23. FAULT LIBRARY: Appuyez pour aller à la bibliothèque de défaut.
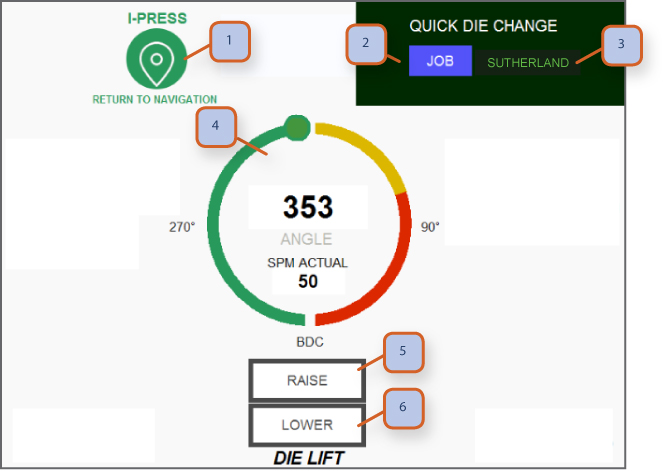
24. QUICK DIE CHANGE: Appuyez sur pour aller à l’écran QDC où vous pouvez contrôler vos pinces die / lifter.
25. FAITES DÉFILER À DROITE : Appuyez pour passer à l’écran de l’opérateur de niveau 2.
Cames Programmable et nommable Mécanique et Forge
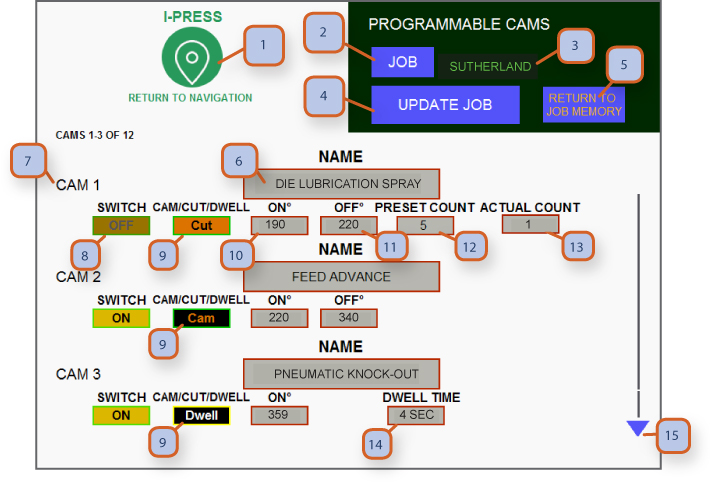
1. BOUTON DE NAVIGATION: Appuyez sur ce bouton pour accéder aux écrans de navigation. Selon le niveau de mot de passe de l'opérateur ou du superviseur, plus ou moins d'écrans sont accessibles.
2. TRAVAIL: Appuyez pour accéder à l'écran «Mémoire des travaux». Tu es arrivé.
3. NUMÉRO DE TRAVAIL: affiche le travail alphanumérique à 10 chiffres sélectionné.
4. UPDATE JOB: Après avoir défini les cames les mieux adaptées pour le travail, appuyez sur enregistrer le bouton de travail de mise à jour, puis revenir à l’écran de mémoire d’emploi.
5. RETOUR À LA MÉMOIRE DE TRAVAIL : Appuyez sur la clé chaude bleue pour retourner à l’écran de mémoire d’emploi. Une fois sur place, vous pouvez alors continuer à mourir surveillance, tonnage et contre les écrans pour terminer votre travail mis en place et sauver le travail. (suivez les instructions sur l’écran de mémoire d’emploi sur les étapes de mise en place d’un nouvel emploi)
6. NOM DE CAM : La came 1 est fixée au système d’éjecteur d’air, les cames 2-12 peuvent être nommées au besoin lorsque vous câbez dans vos lignes d’automatisation ou d’alimentation.
7. NUMÉRO CAM: Affiche le numéro de came.
8. SWITCH: Est un bouton de basculement pour activer/désactiver les cames.
9. CAM/CUT/DWELL : N’importe quelle came peut être sélectionnée pour être cam, coupée ou habiter. En mode came, vous pouvez sélectionner les angles on et off pour que la came tire à chaque coup. En mode coupe, vous pouvez définir les angles on et off pour que la came tire ainsi qu’un intervalle de course avec une valeur prédéfinis. En mode habit, vous pouvez définir un délai pour que la came s’en tire.
10. SUR L’ANGLE: Appuyez ici pour entrer dans l’angle pour l’appareil / signal à venir sur.
11. HORS ANGLE: Appuyez ici pour entrer dans l’angle pour que l’appareil / signal de se décoller.
12. PRESET COUNT: Appuyez ici pour définir le nombre de coups d’intervalle pour que la came tire.
13. NOMBRE RÉEL : Ce nombre augmentera à chaque course jusqu’à atteindre la valeur prédéfinise (compte prédéfinit - #12). Une fois la valeur prédéfinise atteinte, la came sélectionnée s’allume et l’affichage de compte réel revient à 0.
14. HEURE DWELL: Lorsque la came est réglée pour habiter le mode (#9 = habiter) appuyez ici pour définir le temps de retard en quelques secondes pour que cette came s’allume. La came ne s’activera qu’une fois que le nombre de temps de vie est terminé. Ne doit être utilisé qu’en mode simple course.
Remarque:
• Si vous avez besoin de plus de cames, utilisez la flèche de défilement pour accéder à la came 4-12.
• Maintenant que vous avez configuré vos cames, appuyez sur Enregistrer le travail pour revenir à l'écran de mémoire de travail.
• Votre panneau électrique principal / mep a été pré-câblé avec des borniers avec des relais de 5 ampères pour connecter votre automatisation. Dans la plupart des cas, ils se trouvent dans la section inférieure de votre mep, situé à côté d'autres borniers accessibles sur site pour la surveillance des puces, l'arrêt électronique, l'arrêt de cycle et l'arrêt supérieur.
Cames hydrauliques servo programmables et nommables
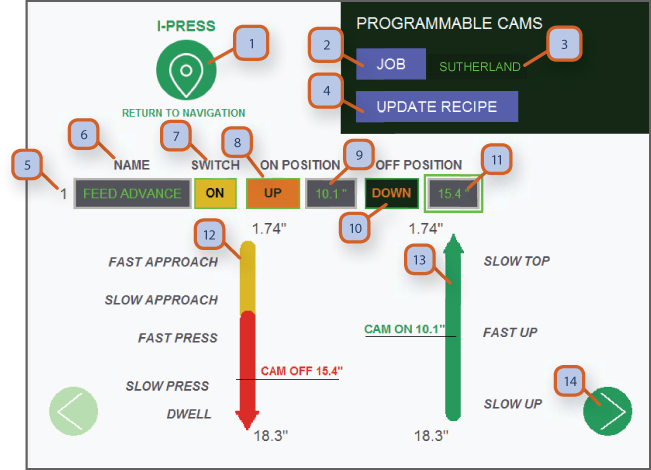
1. BOUTON DE NAVIGATION: Appuyez sur ce bouton pour accéder aux écrans de navigation. En fonction du niveau de mot de passe de l'opérateur ou du superviseur, plus ou moins d'écrans sont accessibles.
2. TRAVAIL: Appuyez pour accéder à l'écran «Mémoire des travaux». Tu es arrivé.
3. NUMÉRO DE TRAVAIL: affiche le travail alphanumérique à 10 chiffres sélectionné.
4. MISE À JOUR DE LA RECETTE: Après avoir défini les cames les mieux adaptées à la tâche, appuyez sur le bouton de mise à jour de la recette, puis revenez à l'écran de mémoire de tâches.
5. CAM NUMBER: Affiche le numéro de circuit de la came.
6. CAM NAME: affiche le nom de la caméra actuelle.
7. INTERRUPTEUR: est un bouton à bascule pour activer / désactiver les cames.
8. POSITION HAUT / BAS: Basculez entre haut et bas pour changer la partie de la course dans laquelle la came se mettra en marche.
9. POSITION MARCHE: Position pour que la came s'allume en pouces à partir de tdc.
10. POSITION HAUT / BAS OFF: Vous pouvez entrer la position dans laquelle vous voulez que l'appareil / le signal s'allume.
11. POSITION OFF: Position pour que la came s'éteigne en pouces à partir de tdc (longueur totale de course jusqu'à ce point).
12. PARTIE BAS DE LA COURSE: Cette ligne jaune-rouge représente la partie «basse» du coup. Ajustez la position marche / arrêt de la came en faisant glisser votre doigt vers la position désirée.
13. PARTIE HAUT DE LA COURSE: Cette ligne verte représente la partie «haute» du coup. Ajustez la position marche / arrêt de la came en faisant glisser votre doigt. À la position souhaitée.
14. SCROLL: Appuyez sur pour faire défiler à la came suivante
Moniteurs de matrice Programmable et nommable Mécanique et Forge
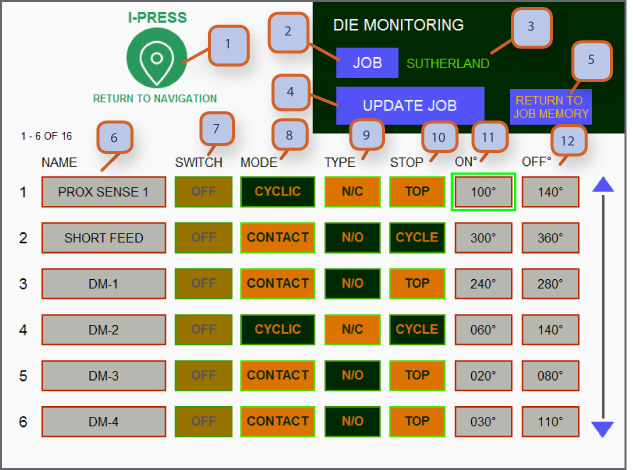
1. BOUTON DE NAVIGATION: Appuyez sur ce bouton pour accéder aux écrans de navigation. Selon le niveau de mot de passe de l'opérateur ou du superviseur, plus ou moins d'écrans sont accessibles.
2. TRAVAIL: Appuyez pour accéder à l'écran «Mémoire des travaux». Tu es arrivé.
3. NUMÉRO DE TRAVAIL: affiche le travail alphanumérique à 10 chiffres sélectionné.
4. MISE À JOUR JOB: Après avoir défini le dm 1 à 16 mieux adapté pour le travail, puis appuyez sur retourner à l’écran de mémoire d’emploi.
5. RETOUR À LA MÉMOIRE DE TRAVAIL : Appuyez sur la clé chaude bleue pour retourner à l’écran de mémoire d’emploi. Une fois sur place, vous pouvez ensuite passer aux cames, tonnage & contre écran pour terminer votre travail mis en place et l’enregistrer. (Suivez les instructions sur l’écran de mémoire d’emploi sur les étapes de mise en place d’un nouvel emploi)
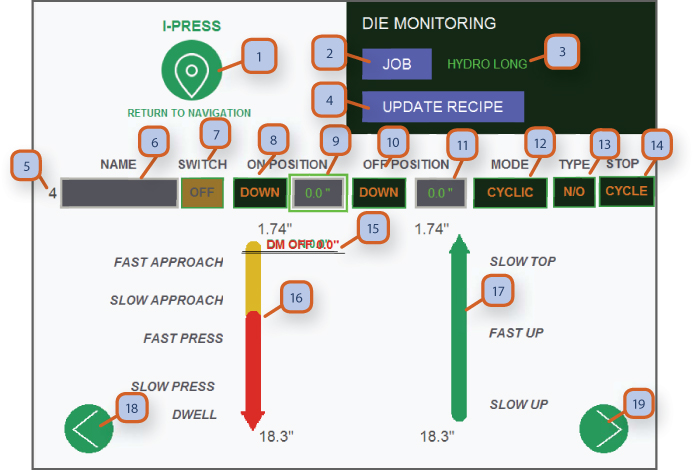
6. NOM DU CIRCUIT DE SURVEILLANCE DIE : Les moniteurs de meurs 1 à 16 peuvent être nommés au besoin lorsque vous câbez des capteurs de moniteur de meurs.
7. SWITCH: Est un bouton de bascule pour activer /désactiver les moniteurs de meurs.
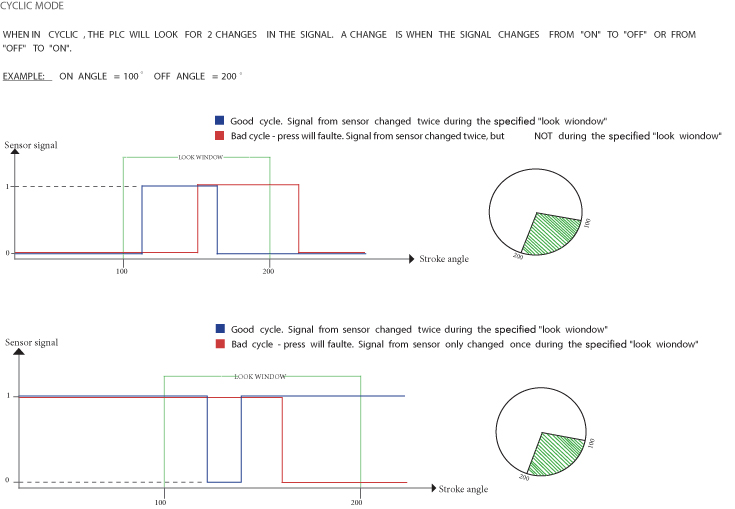
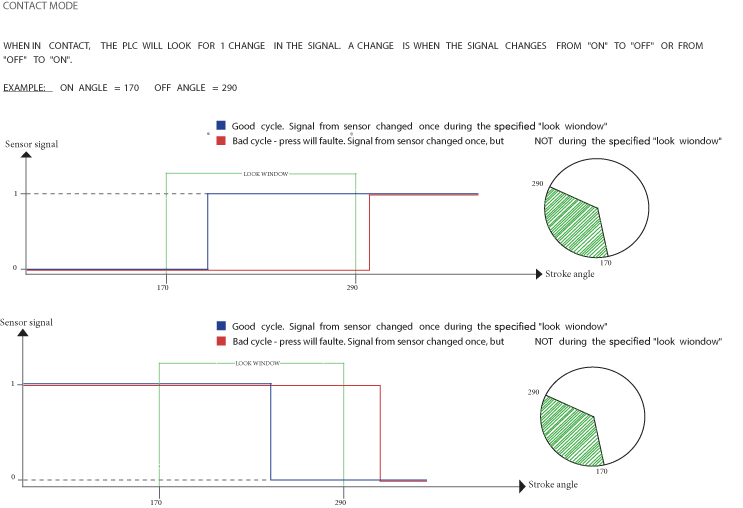
8. MODE: Vous permet de basculer entre le contact ou cyclique selon le type de capteur en cours d’utilisation. Lorsqu’il est en mode cyclique, le capteur recherche deux changements d’état (d’un moment à l’autre, puis s’éteint) pendant la partie course spécifiée par les angles on/off. Si deux modifications d’état ne sont pas détectées, la presse sera fautive. En mode contact, le capteur recherchera un changement d’état pendant la partie course spécifiée par les angles on/off. Si aucun changement d’état ou plus d’un changement d’état n’est détecté, la presse sera fautive. Consultez les pages 27-28 pour obtenir des explications plus détaillées.
9. TYPE: Vous permet de basculer entre n / c normalement fermé ou n / o normalement des circuits ouverts en fonction du type de capteur en cours d’utilisation.
10. STOP: Vous permet de basculer entre l’arrêt supérieur et l’arrêt de cycle. Arrêt de cycle est comme e-stop, mais laisse tous les moteurs en état de fonctionnement.
11. SUR L’ANGLE: Vous pouvez entrer dans l’angle que vous voulez que l’appareil / signal pour s’allumer.
Remarque:
• Maintenant que vous avez configuré votre surveillance des matrices, appuyez sur Enregistrer le travail pour revenir à l'écran de mémoire des travaux.
• Votre panneau électrique principal / mep a été pré-câblé avec 16 borniers pour la surveillance des puces. Dans la plupart des cas, ils se trouvent dans la partie inférieure de votre mep, situé à côté d'autres borniers accessibles sur site pour les cames programmables, l'arrêt d'urgence, l'arrêt de cycle et l'arrêt supérieur.
Moniteurs de matrices hydrauliques servo programmables et nommables
1. BOUTON DE NAVIGATION: Appuyez sur ce bouton pour accéder aux écrans de navigation. En fonction du niveau de mot de passe de l'opérateur ou du superviseur, plus ou moins d'écrans sont accessibles.
2. TRAVAIL: Appuyez pour accéder à l'écran «Mémoire des travaux». Tu es arrivé.
3. NUMÉRO DE TRAVAIL: affiche le travail alphanumérique à 10 chiffres sélectionné. -
4. MISE À JOUR DE LA RECETTE: après avoir réglé le dm 1 sur 16 le mieux adapté au travail, puis appuyez sur pour revenir à l'écran de mémoire des travaux.
5. NUMÉRO DU CIRCUIT DE SURVEILLANCE DE DIE: Affiche le numéro du circuit de protection / surveillance de matrice actuellement affiché.
6. NOM: les moniteurs de matrices 1 à 16 peuvent être nommés selon les besoins lorsque vous connectez des capteurs de moniteur de matrices.
7. INTERRUPTEUR: est un bouton à bascule pour allumer / éteindre les moniteurs
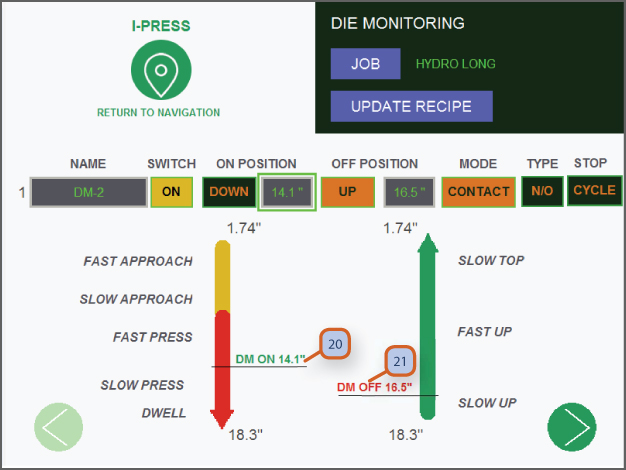
8. DOWN / UP ON POSITION: Basculez entre haut ou bas pour changer la partie du coup dans laquelle le die pro. S'allumera.
9. POSITION EN POSITION: Position du die pro. Pour allumer en pouces à partir de tdc.
10. DOWN / UP ON POSITION: Basculez entre haut ou bas pour changer la partie du coup dans laquelle le die pro. S'éteindra.
11. OFF POSITION: position du die pro. Pour activer en pouces à partir de tdc (longueur totale de course jusqu'à ce point).
12. MODE: permet de basculer entre contact ou cyclique selon le type de capteur utilisé.
13. TYPE: Vous permet de basculer entre les circuits n / c (normalement fermé) ou n / o (normalement ouvert) selon le type de capteur utilisé.
14. STOP: Vous permet de basculer entre l'arrêt supérieur et l'arrêt du cycle. L'arrêt de cycle est comme l'arrêt d'urgence mais laisse tous les moteurs en état de marche.
15. CURSEURS DE POSITION ON / OFF: C'est là que les curseurs de position marche et arrêt apparaîtront lors de la programmation d'un nouveau die pro. circuit. Faites glisser chacun d'eux à l'emplacement souhaité. Voir écran 8.2 # 20 & # 21 pour une autre vue.
16. PARTIE BAS DE LA COURSE: Cette ligne jaune-rouge représente la partie «basse» du coup. Ajustez la position marche / arrêt de la came en faisant glisser votre doigt vers la position souhaitée.
17. PARTIE HAUT DE LA COURSE: Cette ligne verte représente la partie «haute» du coup. Ajustez la position marche / arrêt de la came en faisant glisser votre doigt vers la position souhaitée.
18. DÉFILER À GAUCHE: faire défiler vers la gauche.
19. DÉFILER À DROITE: faire défiler vers la droite.
Remarque:
• Maintenant que vous avez configuré votre surveillance des matrices, appuyez sur Mettre à jour la recette pour revenir à l'écran de mémoire des tâches.
• Votre panneau électrique principal / mep a été pré-câblé avec 16 borniers pour la surveillance des puces. Dans la plupart des cas, ils se trouvent dans la partie inférieure de votre mep, situé à côté d'autres borniers accessibles sur site pour les cames programmables, l'arrêt d'urgence, l'arrêt de cycle et l'arrêt supérieur.
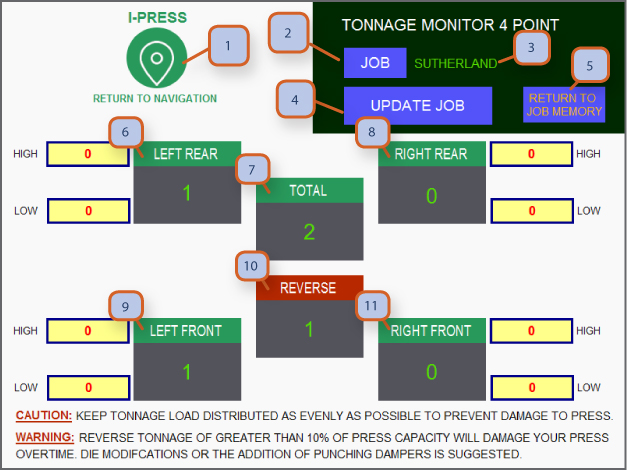
Moniteur de tonnage mécanique
1. BOUTON DE NAVIGATION: Appuyez sur ce bouton pour accéder aux écrans de navigation. Selon le niveau de mot de passe de l'opérateur ou du superviseur, plus ou moins d'écrans sont accessibles.
2. TRAVAIL: Appuyez pour accéder à l'écran «Mémoire des travaux».
3. NUMÉRO DE TRAVAIL: affiche le travail alphanumérique à 10 chiffres sélectionné.
4. MISE À JOUR JOB: Après avoir réglé les alarmes de tonnage élevé et faible le mieux adapté pour le travail, appuyez sur bouton de travail.
5. RETOUR À LA MÉMOIRE DE TRAVAIL : Appuyez sur la clé chaude bleue pour retourner à l’écran de mémoire d’emploi. Une fois sur place, vous pouvez ensuite passer aux cames, die monitors & counter screen pour terminer votre travail mis en place et faire l’enregistrement final. (suivez les instructions sur l’écran de mémoire d’emploi sur les étapes de mise en place d’un nouvel emploi)
6. ARRIÈRE GAUCHE : Affiche la charge de tonnage de la liaison de contrainte montée par le cadre arrière gauche.
7. TOTAL : Affiche le tonnage avant total de chaque course.
8. ARRIÈRE DROIT : Affiche la charge de tonnage du lien de contrainte monté par le cadre arrière droit.
9. FRONT GAUCHE : Affiche la charge de tonnage du lien de contrainte monté sur le cadre avant gauche.
10. REVERSE: Affiche le tonnage inverse snap-through. (nous recommandons de ne pas dépasser plus de 10% de capacité de presse en tonnage inverse)
ATTENTION: répartissez la charge de tonnage aussi uniformément que possible pour éviter d'endommager la presse.
AVERTISSEMENT: un tonnage inversé supérieur à 10% de la capacité de la presse endommagera votre presse au fil du temps. Des modifications de matrice ou l'ajout d'amortisseurs de poinçonnage sont recommandés.
Remarque:
• La description s'applique aux moniteurs de tonnage à 2 et 4 points.
• Les limites de tonnage haut et bas peuvent être personnalisées pour chaque tâche dans l'écran de tonnage accessible à partir de l'écran d'exécution principal ou de l'écran de navigation de niveau opérateur 1. Si le tonnage passe en dessous ou au-dessus des niveaux haut et bas, appuyez sur s'arrêtera et le défaut s'affichera sur l'écran de fonctionnement principal.
• Nivelez votre charge. Il est préférable d'éviter les charges décentrées car cela peut entraîner une usure inégale de votre guidage de la glissière de presse et des composants d'entraînement.
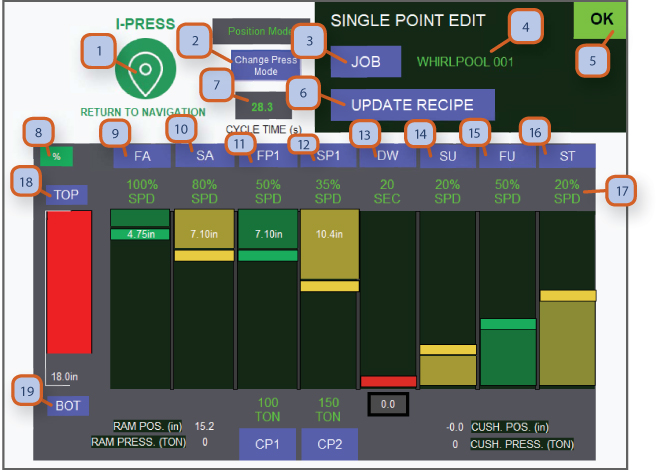
Moniteur de tonnage / réglage de la pression hydraulique servo
1. BOUTON DE NAVIGATION: Appuyez sur ce bouton pour accéder aux écrans de navigation. Selon le niveau de mot de passe de l'opérateur ou du superviseur, plus ou moins d'écrans sont accessibles.
2. CHANGER LE MODE DE PRESSE: Basculer entre la pression et la position. Le mode de pression s'assurera que votre pression atteindra la valeur désirée, et le mode de position s'assurera que votre marqueur de position est atteint quel que soit le tonnage.
3. TRAVAIL: Appuyez pour aller à l'écran «Mémoire des travaux». Tu es arrivé.
4. NUMÉRO DE TRAVAIL: affiche le travail alphanumérique à 10 chiffres sélectionné.
5. OK MONITOR: L'affichage vert indique que tous les systèmes fonctionnent et qu'aucun défaut n'est présent.
6. MISE À JOUR DE LA RECETTE: après avoir réglé le dm 1 sur 16 le mieux adapté au travail, puis appuyez sur pour revenir à l'écran de mémoire des travaux.
7. TEMPS DE CYCLE: Affiche la durée totale du cycle en secondes.
8. TOGGLE% / IPM: Ce bouton bascule entre «%» et «Ipm». Cela changera la façon dont la vitesse de chaque partie du trait est affichée (# 16). '%' = pourcentage de la vitesse maximale - la vitesse maximale est différente pour chaque partie du cycle - changez en ipm pour plus de précision ou reportez-vous aux spécifications de la machine. Ipm = pouce par minute.
9. FA: Une approche rapide est utilisée pour déplacer le vérin à vitesse maximale de tdc vers bdc avant de heurter le matériau.
10. SA: Approche lente - une fois près du matériau, utilisez une approche lente pour les deux derniers centimètres de l'approche avant de toucher le matériau.
11. FP1: La presse rapide 1 sert lorsque le vérin entre en contact avec le matériau. La vitesse de la presse peut être modifiée à la valeur souhaitée.
12. SP1: La pression lente 1 est utilisée pour la dernière partie de la course descendante pour un arrêt plus précis et plus doux.
13. DW: Le temps de séjour est utilisé lorsque vous avez besoin d'une période de logement au bas de la course.
14. SU: Ralentir est utilisé pour le mouvement lent initial vers le haut après que le matériau a été pressé.
15. FU: Fast up est utilisé pour atteindre tdc à haute vitesse afin de minimiser le temps de cycle.
16. ST: Le sommet lent est utilisé pour la dernière partie du trait juste avant tdc.
17. AFFICHAGE DE LA VITESSE: C'est ici que la vitesse de chaque partie de la course est affichée.
18. TOP: Appuyez ici pour programmer votre point de consigne supérieur. Après avoir appuyé sur, vous pouvez définir par position actuelle ou en entrant une distance en pouces à partir de tdc. La barre de position rouge se déplace en fonction de la position du vérin.
19. BAS: Appuyez ici pour programmer votre point de consigne inférieur. Après avoir appuyé sur, vous pouvez définir par position actuelle ou en entrant une distance en pouces à partir de tdc. La barre de position rouge se déplace en fonction de la position du vérin.
1. BOUTON DE NAVIGATION: Appuyez sur ce bouton pour accéder aux écrans de navigation. Selon le niveau de mot de passe de l'opérateur ou du superviseur, plus ou moins d'écrans sont accessibles.
2. TRAVAIL: Appuyez pour accéder à l'écran «Mémoire des travaux».
3. NUMÉRO DE TRAVAIL: affiche le travail alphanumérique à 10 chiffres sélectionné.
5. OK MONITOR: L'affichage vert indique que tous les systèmes fonctionnent et qu'aucun défaut n'est présent.
6. MISE À JOUR DE LA RECETTE: après avoir réglé le dm 1 sur 16 le mieux adapté au travail, puis appuyez sur pour revenir à l'écran de mémoire des travaux.
7. TEMPS DE CYCLE: Affiche la durée totale du cycle en secondes.
8. TOGGLE% / IPM: Ce bouton bascule entre «%» et «Ipm». Cela changera la façon dont la vitesse de chaque partie du trait est affichée. '%' = pourcentage de vitesse maximale - la vitesse maximale est différente pour chaque partie du cycle - changez en ipm pour une meilleure précision ou reportez-vous aux spécifications de la machine. Ipm = pouce par minute. Voir les écrans 9.2- # 23 & # 24 pour plus de détails.
9. FA: Une approche rapide est utilisée pour déplacer le vérin à vitesse maximale de tdc vers BDC avant de heurter le matériau.
10. SA: Approche lente - une fois près du matériau, utilisez une approche lente pour les deux derniers centimètres de l'approche avant de toucher le matériau.
11. FP1: Fast press 1 - c'est lorsque le vérin entre en contact avec le matériau. La vitesse de la presse peut être modifiée à la valeur souhaitée.
12. FP2: Fast press 2 - utilisez ce cycle si vous souhaitez appuyer à une vitesse différente de fp1.
13. FP3: Fast press 3 - utilisez ce cycle si vous souhaitez appuyer à une vitesse différente de fp2.
14. SP1: La pression lente 1- est utilisée pour la dernière partie de la course descendante pour un arrêt plus précis et plus doux.
15. SP2: pression lente 2 - utilisez ce cycle si vous souhaitez appuyer lentement à une vitesse différente de sp1.
16. SP3: Appuyez lentement sur 3 - utilisez ce cycle si vous souhaitez appuyer lentement à une vitesse différente de sp2
17. SP4: Appuyez lentement sur 4 - utilisez ce cycle si vous souhaitez appuyer lentement à une vitesse différente de sp3
18. DW: Le temps de séjour est utilisé lorsque vous avez besoin d'une période de logement au bas de la course.
19. SU: Ralentir est utilisé pour le mouvement lent initial vers le haut après que le matériau a été pressé.
20. FU: Fast up est utilisé pour atteindre tdc à haute vitesse afin de minimiser le temps de cycle.
21. ST: Le sommet lent est utilisé pour la dernière partie du trait juste avant tdc.
22. TOP: Appuyez ici pour programmer votre point de consigne supérieur. Après avoir appuyé sur, vous pouvez définir par position actuelle ou en entrant une distance en pouces à partir de tdc. La barre de position rouge se déplace en fonction de la position du vérin.
23. BAS: Appuyez ici pour programmer votre point de consigne inférieur. Après avoir appuyé sur, vous pouvez définir par position actuelle ou en entrant une distance en pouces à partir de tdc. La barre de position rouge se déplace en fonction de la position du vérin.
24. LONGUEUR DE COURSE INDIVIDUELLE: Ce nombre est le nombre de pouces de tdc pour chaque partie de la course.
25. IPM \ INCH PAR MINUTE: Lorsque l'IPM est affiché, la vitesse de chaque partie de la course sera affichée dans l'IPM.
26. AFFICHAGE DE LA VITESSE: C'est ici que la vitesse pour chaque partie de la course est affichée.
27. POP UP DE CHANGEMENT DE MODE DE PRESSE: Ce message est une étape de sécurité que l'opérateur doit prendre pour changer le mode de la presse.
Mémoire de tâches / réglages plus rapides Mécanique
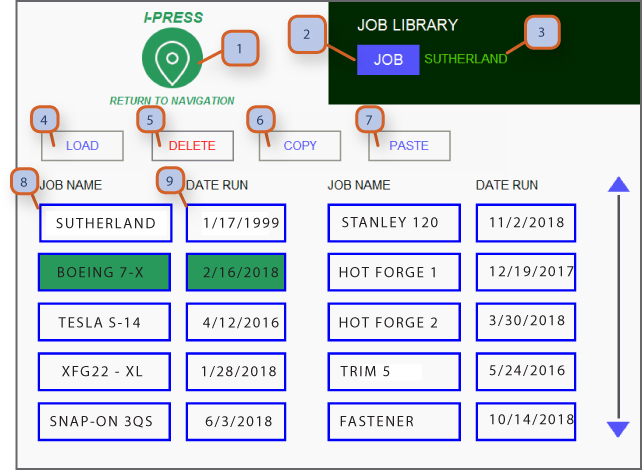
1. BOUTON DE NAVIGATION: Appuyez sur ce bouton pour accéder aux écrans de navigation. Selon le niveau de mot de passe de l'opérateur ou du superviseur, plus ou moins d'écrans sont accessibles.
2. TRAVAIL: Appuyez pour accéder à l'écran «Mémoire des travaux».
3. NUMÉRO DE TRAVAIL: affiche le travail alphanumérique à 10 chiffres sélectionné.
4. CHARGER: Après avoir sélectionné le travail souhaité, appuyez ici pour charger le travail sur la presse. Cela modifiera les cames, les circuits de surveillance des puces, le SPM et tous les autres paramètres liés au travail.
5. SUPPRIMER: Après avoir sélectionné le travail souhaité, appuyez ici pour supprimer un travail.
6. COPIER: Après avoir sélectionné le travail souhaité, appuyez ici pour copier un travail. Ceci est très utile si vous ne souhaitez apporter que de petits changements à un travail existant.
7. COLLER: après avoir copié un travail, appuyez ici pour le coller à un nouvel emplacement dans la bibliothèque de travaux.
8. NOM DU TRAVAIL: Affichage de tous les noms des travaux enregistrés.
9. DATE RUN: affichage de la dernière date à laquelle le job a été exécuté.
Mémoire de travail / Édition de point unique Servo hydraulique
1. BOUTON DE NAVIGATION: Appuyez sur ce bouton pour accéder aux écrans de navigation. Selon le niveau de mot de passe de l'opérateur ou du superviseur, plus ou moins d'écrans sont accessibles.
2. CHANGER LE MODE PASS: Basculer entre la pression et la position. Le mode de pression s'assurera que votre pression atteindra la valeur désirée, et le mode de position s'assurera que votre marqueur de position est atteint quel que soit le tonnage.
3. TRAVAIL: Appuyez pour aller à l'écran «Mémoire des travaux». Tu es arrivé.
4. NUMÉRO DE TRAVAIL: affiche le travail alphanumérique à 10 chiffres sélectionné. -
5. OK MONITOR: L'affichage vert indique que tous les systèmes fonctionnent et qu'aucun défaut n'est présent
6. MISE À JOUR DE LA RECETTE: après avoir réglé le dm 1 sur 16 le mieux adapté au travail, puis appuyez sur pour revenir à l'écran de mémoire des travaux.
7. TEMPS DE CYCLE: Affiche la durée totale du cycle en secondes.
8. TOGGLE% / IPM: Ce bouton bascule entre «%» et « IPM ». Cela changera la façon dont la vitesse de chaque partie du trait est affichée (# 16). '%' = pourcentage de vitesse maximale - la vitesse maximale est différente pour chaque partie du cycle - passez à IPM pour plus de précision ou reportez-vous aux spécifications de la machine. IPM = pouce par minute.
9. FA: Une approche rapide est utilisée pour déplacer le vérin à vitesse maximale de tdc vers BDC avant de heurter le matériau.
10. SA: Approche lente - une fois près du matériau, utilisez une approche lente pour les deux derniers centimètres de l'approche avant de toucher le matériau.
11. FP1: La presse rapide 1 sert lorsque le vérin entre en contact avec le matériau. La vitesse de la presse peut être modifiée à la valeur souhaitée.
12. SP1: La pression lente 1 est utilisée pour la dernière partie de la course descendante pour un arrêt plus précis et plus doux.
13. DW: Le temps de séjour est utilisé lorsque vous avez besoin d'une période de logement au bas de la course.
14. SU: Ralentir est utilisé pour le mouvement lent initial vers le haut après que le matériau a été pressé.
15. FU: Fast up est utilisé pour atteindre tdc à haute vitesse afin de minimiser le temps de cycle.
16. ST: Le sommet lent est utilisé pour la dernière partie du trait juste avant tdc.
17. AFFICHAGE DE LA VITESSE: C'est ici que la vitesse de chaque partie de la course est affichée.
18. TOP: Appuyez ici pour programmer votre point de consigne supérieur. Après avoir appuyé sur, vous pouvez définir par position actuelle ou en entrant une distance en pouces à partir de tdc. La barre de position rouge se déplace en fonction de la position du vérin.
19. BAS: Appuyez ici pour programmer votre point de consigne inférieur. Après avoir appuyé sur, vous pouvez définir par position actuelle ou en entrant une distance en pouces à partir de tdc. La barre de position rouge se déplace en fonction de la position du vérin.
Moniteur de performance / Servo hydraulique d'édition à point unique
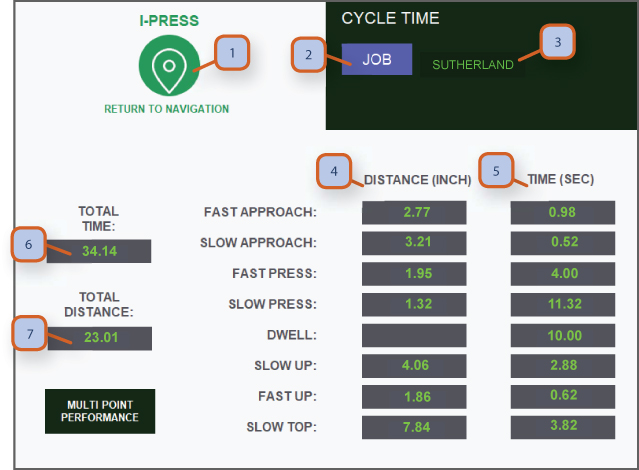
1. BOUTON DE NAVIGATION: Appuyez sur ce bouton pour accéder aux écrans de navigation. Selon le niveau de mot de passe de l'opérateur ou du superviseur, plus ou moins d'écrans sont accessibles.
2. TRAVAIL: Appuyez pour accéder à l'écran «Mémoire des travaux».
3. NUMÉRO DE TRAVAIL: affiche le travail alphanumérique à 10 chiffres sélectionné.
4. DISTANCE: affiche la distance en pouces de chaque partie du trait.
5. TIME: affiche le temps en secondes de chaque partie du trait.
6. TEMPS TOTAL: Affiche la durée totale du cycle en secondes.
7. DISTANCE TOTALE: Affiche la longueur de course totale en pouces.
CETTE PAGE EST IDÉALE POUR L'OPTIMISATION DU TEMPS DE CYCLE. IL PERMET DE VISUALISER CHAQUE SECTION DE MOUVEMENT DU CYCLE «EN DIRECT» ET DE CHANGER LES VALEURS POUR ATTEINDRE LA SORTIE MAXIMALE.
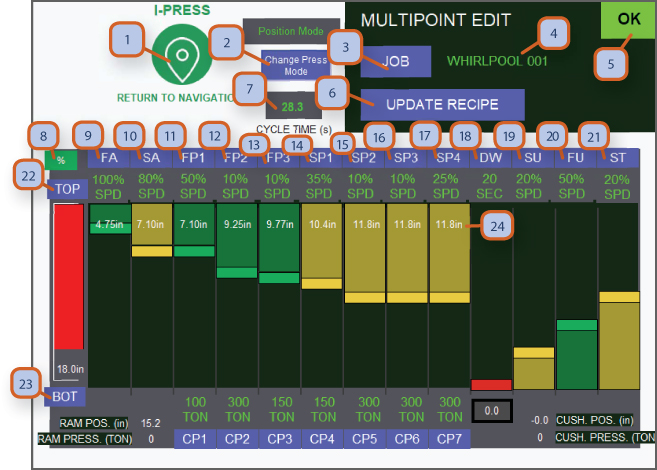
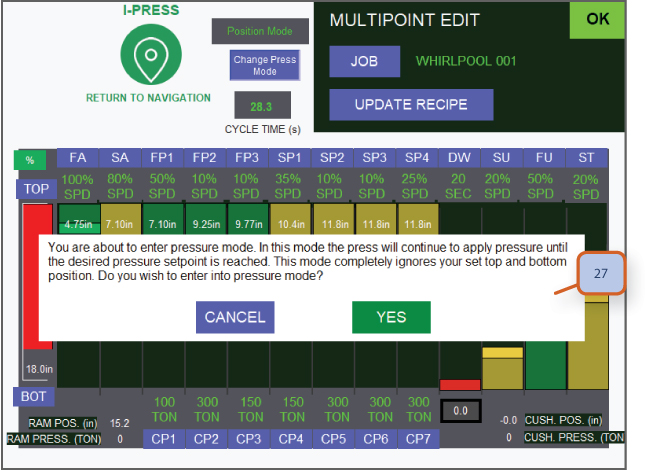
Mémoire de travaux / Édition multi-points servo-hydraulique
1. BOUTON DE NAVIGATION: Appuyez sur ce bouton pour accéder aux écrans de navigation. Selon le niveau de mot de passe de l'opérateur ou du superviseur, plus ou moins d'écrans sont accessibles.
2. TRAVAIL: Appuyez pour accéder à l'écran «Mémoire des travaux».
3. NUMÉRO DE TRAVAIL: affiche le travail alphanumérique à 10 chiffres sélectionné.
5. OK MONITOR: L'affichage vert indique que tous les systèmes fonctionnent et qu'aucun défaut n'est présent.
6. MISE À JOUR DE LA RECETTE: après avoir réglé le dm 1 sur 16 le mieux adapté au travail, puis appuyez sur pour revenir à l'écran de mémoire des travaux.
7. TEMPS DE CYCLE: Affiche la durée totale du cycle en secondes.
8. TOGGLE% / IPM: Ce bouton bascule entre «%» et «Ipm». Cela changera la façon dont la vitesse de chaque partie du trait est affichée. '%' = pourcentage de vitesse maximale - la vitesse maximale est différente pour chaque partie du cycle - changez en ipm pour une meilleure précision ou reportez-vous aux spécifications de la machine. Ipm = pouce par minute. Voir les écrans 9.2- # 23 & # 24 pour plus de détails.
9. FA: Une approche rapide est utilisée pour déplacer le vérin à vitesse maximale de tdc vers BDC avant de heurter le matériau.
10. SA: Approche lente - une fois près du matériau, utilisez une approche lente pour les deux derniers centimètres de l'approche avant de toucher le matériau.
11. FP1: Fast press 1 - c'est lorsque le vérin entre en contact avec le matériau. La vitesse de la presse peut être modifiée à la valeur souhaitée.
12. FP2: Fast press 2 - utilisez ce cycle si vous souhaitez appuyer à une vitesse différente de fp1.
13. FP3: Fast press 3 - utilisez ce cycle si vous souhaitez appuyer à une vitesse différente de fp2.
14. SP1: La pression lente 1- est utilisée pour la dernière partie de la course descendante pour un arrêt plus précis et plus doux.
15. SP2: pression lente 2 - utilisez ce cycle si vous souhaitez appuyer lentement à une vitesse différente de sp1.
16. SP3: Appuyez lentement sur 3 - utilisez ce cycle si vous souhaitez appuyer lentement à une vitesse différente de sp2
17. SP4: Appuyez lentement sur 4 - utilisez ce cycle si vous souhaitez appuyer lentement à une vitesse différente de sp3
18. DW: Le temps de séjour est utilisé lorsque vous avez besoin d'une période de logement au bas de la course.
19. SU: Ralentir est utilisé pour le mouvement lent initial vers le haut après que le matériau a été pressé.
20. FU: Fast up est utilisé pour atteindre tdc à haute vitesse afin de minimiser le temps de cycle.
21. ST: Le sommet lent est utilisé pour la dernière partie du trait juste avant tdc.
22. TOP: Appuyez ici pour programmer votre point de consigne supérieur. Après avoir appuyé sur, vous pouvez définir par position actuelle ou en entrant une distance en pouces à partir de tdc. La barre de position rouge se déplace en fonction de la position du vérin.
23. BAS: Appuyez ici pour programmer votre point de consigne inférieur. Après avoir appuyé sur, vous pouvez définir par position actuelle ou en entrant une distance en pouces à partir de tdc. La barre de position rouge se déplace en fonction de la position du vérin.
24. LONGUEUR DE COURSE INDIVIDUELLE: Ce nombre est le nombre de pouces de tdc pour chaque partie de la course.
25. IPM \ INCH PAR MINUTE: Lorsque l'IPM est affiché, la vitesse de chaque partie de la course sera affichée dans l'IPM.
26. AFFICHAGE DE LA VITESSE: C'est ici que la vitesse pour chaque partie de la course est affichée.
27. POP UP DE CHANGEMENT DE MODE DE PRESSE: Ce message est une étape de sécurité que l'opérateur doit prendre pour changer le mode de la presse.
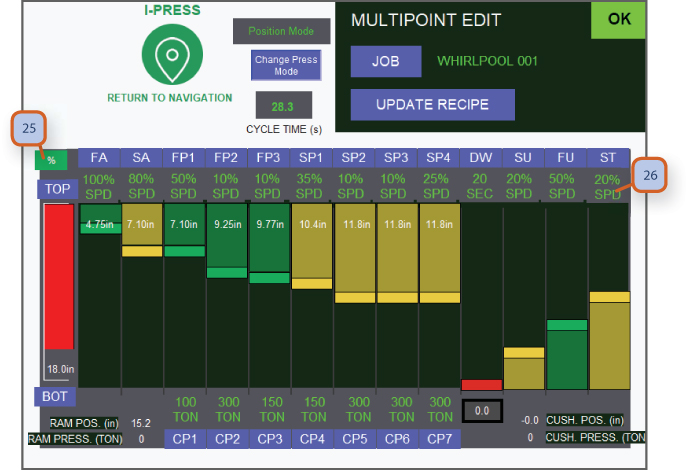
Moniteur de performances / Édition multi-point servo hydraulique
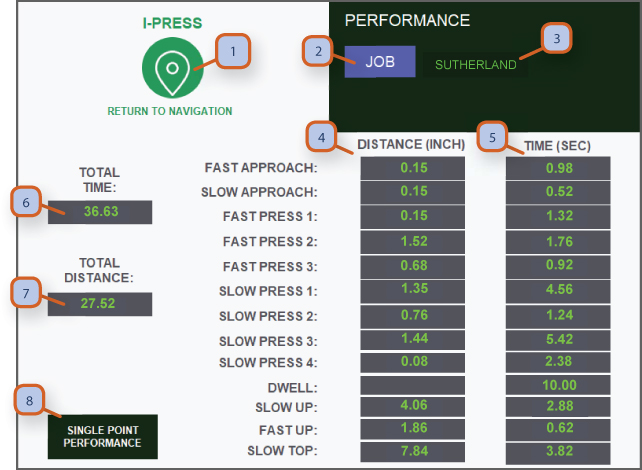
1. BOUTON DE NAVIGATION: Appuyez sur ce bouton pour accéder aux écrans de navigation. Selon le niveau de mot de passe de l'opérateur ou du superviseur, plus ou moins d'écrans sont accessibles.
2. TRAVAIL: Appuyez pour accéder à l'écran «Mémoire des travaux».
3. NUMÉRO DE TRAVAIL: affiche le travail alphanumérique à 10 chiffres sélectionné.
4. DISTANCE: affiche la distance en pouces de chaque partie du trait.
5. TIME: affiche le temps en secondes de chaque partie du trait.
6. TEMPS TOTAL: Affiche la durée totale du cycle en secondes.
7. DISTANCE TOTALE: Affiche la longueur de course totale en pouces.
8. PERFORMANCE EN UN SEUL POINT: Appuyez pour aller à la page des performances en un seul point.
Compteurs de pièces / compteurs de lots
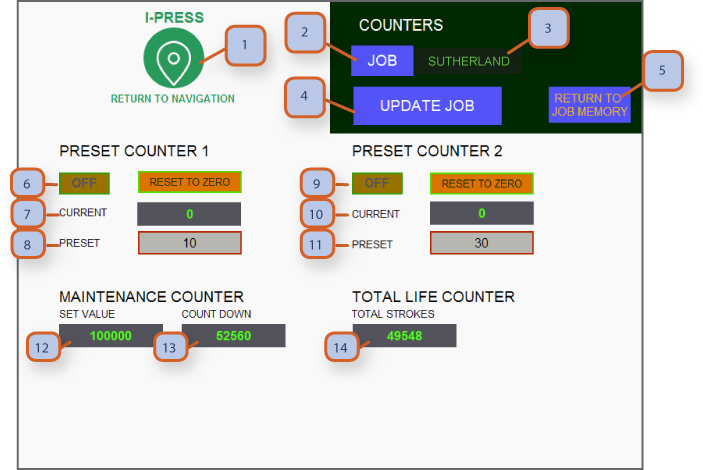
1. BOUTON DE NAVIGATION: Appuyez sur ce bouton pour accéder aux écrans de navigation. Selon le niveau de mot de passe de l'opérateur ou du superviseur, plus ou moins d'écrans sont accessibles.
2. JOB: Appuyez sur ce bouton pour aller à « mémoire d’emploi » écran.
3. NUMÉRO DE TRAVAIL: affiche le travail alphanumérique à 10 chiffres sélectionné.
4. MISE À JOUR JOB: Après avoir défini les compteurs les mieux adaptés pour le travail, appuyez sur enregistrer le bouton d’emploi.
5. RETOUR À LA MÉMOIRE DE TRAVAIL : Appuyez sur la clé chaude bleue pour retourner à l’écran de mémoire d’emploi. Une fois sur place, vous pouvez ensuite passer aux cames, tonnage & contre écran pour terminer votre travail mis en place et faire l’enregistrement final. (suivez les instructions sur l’écran de mémoire d’emploi sur les étapes de mise en place d’un nouvel emploi)
6. SUR PRESET 1: Basculer sur / hors tension ou vous pouvez appuyer sur « Réinitialiser à zéro » pour effacer les champs.
7. COURANT : Affiche le nombre actuel sur votre chemin vers la valeur prédéfinise désirée.
8. PRESET : Vous permet d’entrer la valeur désirée des pièces à exécuter avant que la presse ne s’arrête au lot complet.
9. SUR PRESET 2: Basculer sur / hors tension ou vous pouvez appuyer sur réinitialiser à zéro pour effacer les champs.
10. COURANT : Affiche le nombre actuel sur votre chemin vers la valeur prédéfinit désirée.
11. PRESET : Vous permet d’entrer la valeur désirée des pièces à exécuter avant que la presse ne s’arrête au lot complet.
12. VALVE DE COMPTEUR DE MAINTENANCE : Ceci est défini par un superviseur avec le mot de passe de niveau 2 sur l’écran de compteur de maintenance et de vie.
13. COMPTE D’ENTRETIEN VERS LE BAS : Ceci montre le compte à rebours qui est également montré sur l’écran principal d’exécution ainsi l’opérateur a une tête vers le haut avant l’arrêt de maintenance.
14. COMPTEUR DE VIE TOTAL: Cela montre le nombre total de vie de la presse.
Remarque:
Lorsque le compte atteint 80% de sa valeur, l'affichage devient jaune. À 90%, il deviendra rouge. Ceci afin que l'opérateur puisse être préparé à l'arrêt de la machine.
Historique des défauts
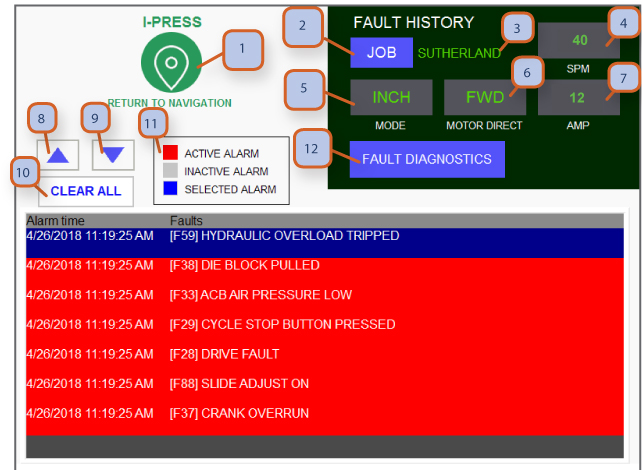
1. BOUTON DE NAVIGATION: Appuyez sur ce bouton pour accéder aux écrans de navigation. Selon le niveau de mot de passe de l'opérateur ou du superviseur, plus ou moins d'écrans sont accessibles.
2. TRAVAIL: Appuyez pour accéder à l'écran «Mémoire des travaux».
3. NUMÉRO DE TRAVAIL: affiche le travail alphanumérique à 10 chiffres sélectionné.
4. SPM: affiche le réglage actuel SPM / course par minute.
5. MODE: Affiche la position actuelle du sélecteur de mode de fonctionnement situé sur le support en T.
6. DIRECTION DU MOTEUR: Affiche la direction actuelle du moteur principal, la presse ne fonctionnera qu'en pouces en marche arrière.
7. AMP: Affiche la consommation d'ampère du moteur principal.
8. SCROLL UP: Cliquez ici pour faire défiler vers le haut.
9. DÉFILER VERS LE BAS: Cliquez ici pour faire défiler vers le bas.
10. EFFACER TOUT: Cliquez ici pour effacer tous les défauts. Les défauts non résolus resteront.
11. LÉGENDE: Cette légende permet à l'opérateur de comprendre les différentes couleurs des lignes de défaut ci-dessous.
12. DIAGNOSTIC DES DÉFAUTS: Appuyez sur la touche de raccourci bleu pour accéder à la page de diagnostic des pannes, où vous pouvez trouver des conseils de dépannage étape par étape.
Diagnostic des pannes / Étape X Étape
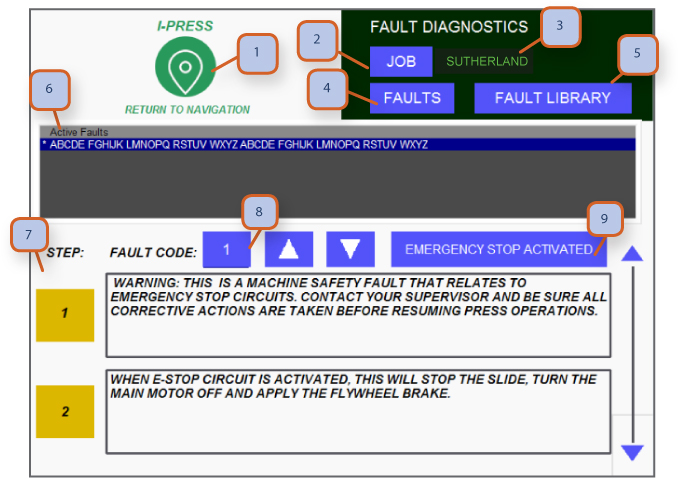
1. BOUTON DE NAVIGATION: Appuyez sur ce bouton pour accéder aux écrans de navigation. Selon le niveau de mot de passe de l'opérateur ou du superviseur, plus ou moins d'écrans sont accessibles.
2. TRAVAIL: Appuyez pour accéder à l'écran «Mémoire des travaux».
3. NUMÉRO DE TRAVAIL: affiche le travail alphanumérique à 10 chiffres sélectionné.
4. DEFAUTS: appuyez sur ce bouton pour accéder à la page d'historique des défauts.
5. BIBLIOTHÈQUE DE DÉFAUTS: appuyez sur cette touche pour accéder à la page de la bibliothèque de défauts.
6. DEFAUTS ACTIFS: Liste des défauts actifs (dans la plupart des cas, appuyer sur le bouton de réinitialisation sur le support en T effacera chaque défaut)
7. ÉTAPES DE DIAGNOSTIC: Suggestions en séquence pour le dépannage de la cause des pannes
8. CODE DE DÉFAUT: affiche le code de défaut du défaut sélectionné
9. NOM DU DÉFAUT: affiche le nom du défaut sélectionné
Remarque:
• Dans la plupart des cas, vous pouvez effacer les défauts en appuyant sur le bouton «reset» sur le support en T.
• Seuls quelques défauts nécessitent un mot de passe superviseur. (dépassement, réinitialisation de la double vanne, compteur de maintenance et remise à zéro du codeur)
Plus de 100 défauts surveillés
VOIR LE SUJET DE LA BIBLIOTHÈQUE DE DÉFAUTS
Bibliothèque de défauts / regroupement de défauts
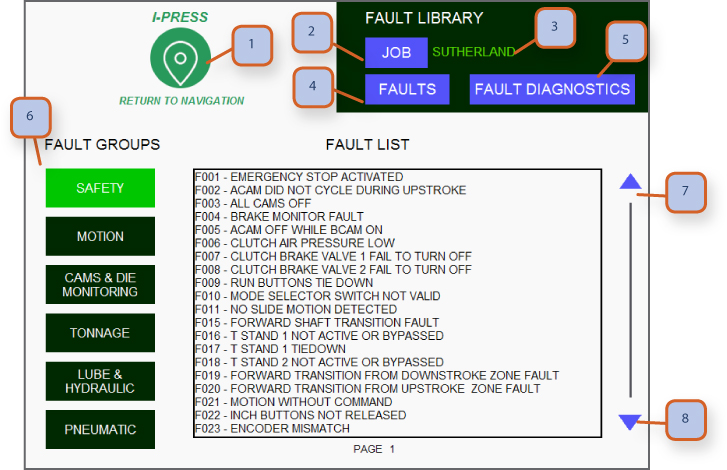
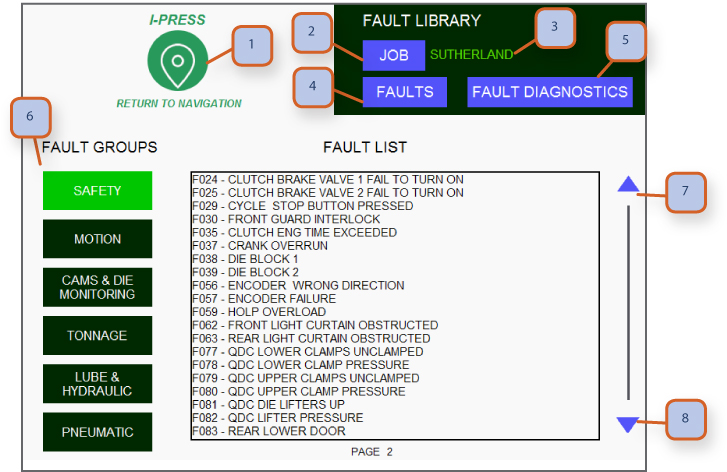
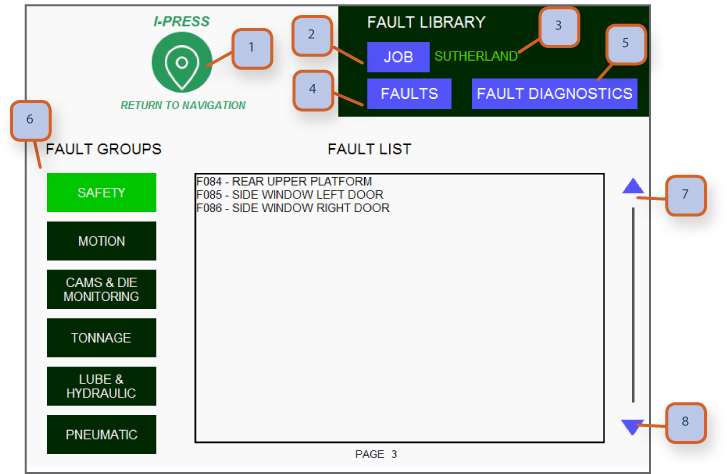
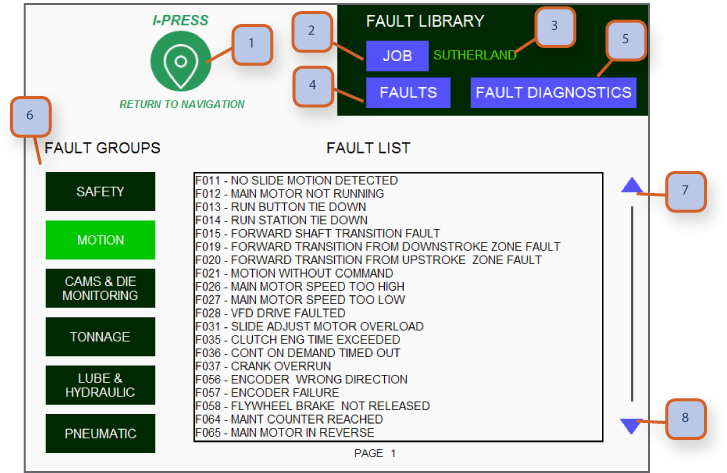
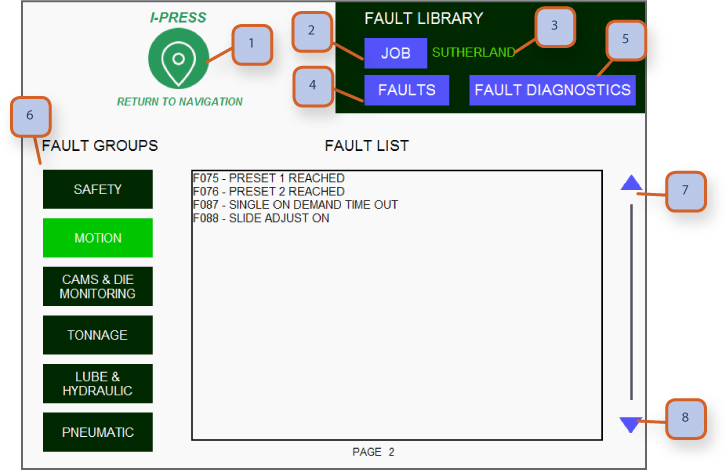
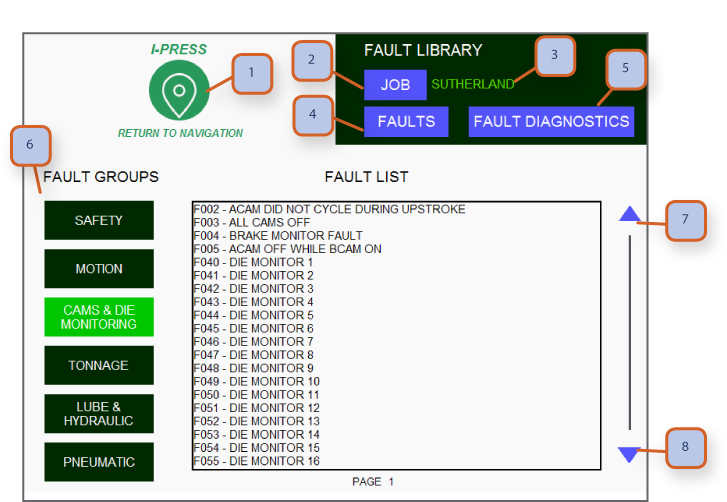
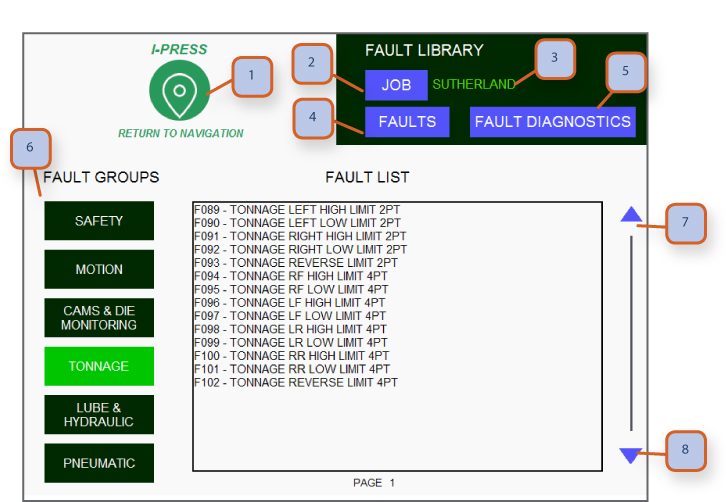
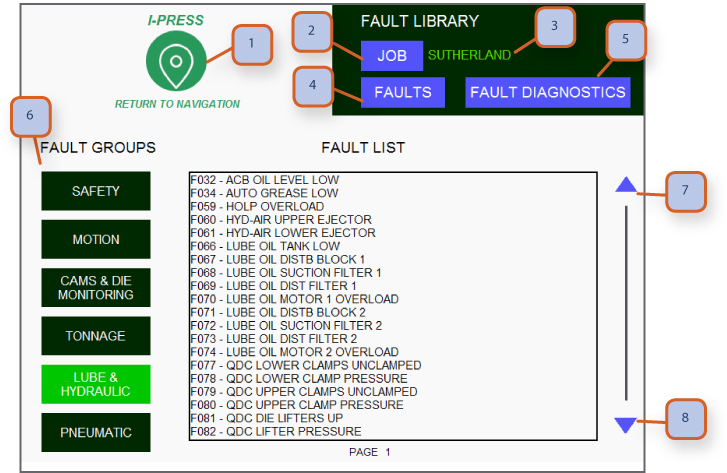
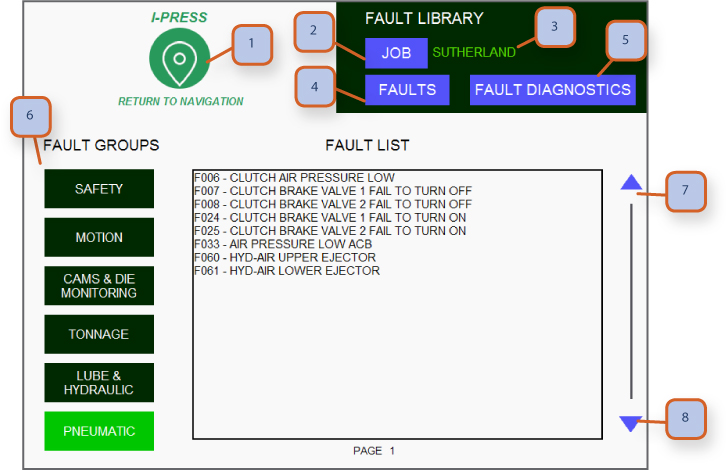
1. BOUTON DE NAVIGATION: Appuyez sur ce bouton pour accéder aux écrans de navigation. Selon le niveau de mot de passe de l'opérateur ou du superviseur, plus ou moins d'écrans sont accessibles.
2. TRAVAIL: Appuyez pour accéder à l'écran «Mémoire des travaux».
3. NUMÉRO DE TRAVAIL: affiche le travail alphanumérique à 10 chiffres sélectionné.
4. DEFAUTS: Appuyez ici pour aller à la page d'historique des défauts.
5. DIAGNOSTIC DES DEFAUTS: Appuyez sur pour aller à la page de diagnostic des défauts.
6. GROUPES DE DEFAUTS: Appuyez sur chacun des noms de groupe pour afficher les défauts de ce groupe.
7. SCROLL UP: Appuyez ici pour faire défiler vers le haut.
8. DÉFILER VERS LE BAS: Appuyez ici pour faire défiler vers le bas.
Leveurs de matrices QDC / Hydraulice
1. BOUTON DE NAVIGATION: Appuyez sur ce bouton pour accéder aux écrans de navigation. Selon le niveau de mot de passe de l'opérateur ou du superviseur, plus ou moins d'écrans sont accessibles.
2. TRAVAIL: Appuyez pour accéder à l'écran «Mémoire des travaux».
3. NUMÉRO DE TRAVAIL: affiche le travail alphanumérique à 10 chiffres sélectionné.
4. INDICATEUR DE POSITION: Affiche la position actuelle de la glissière.
5. LEVER: Appuyez pour soulever les poussoirs hydrauliques, afin de retirer / installer l'outillage. ** ne peut être exploité qu'à tdc.
6. DESCENDRE: Appuyez pour abaisser les poussoirs hydrauliques. ** ne peut être exploité qu'à tdc.
QDC / Changement rapide de matrice
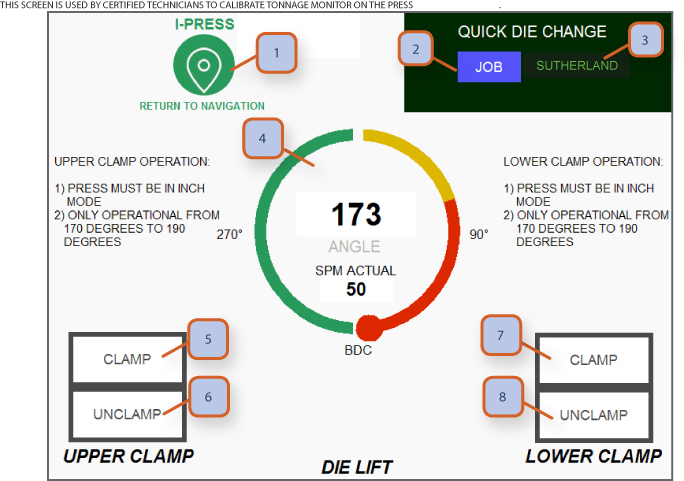
1. BOUTON DE NAVIGATION: Appuyez sur ce bouton pour accéder aux écrans de navigation. Selon le niveau de mot de passe de l'opérateur ou du superviseur, plus ou moins d'écrans sont accessibles.
2. TRAVAIL: Appuyez pour accéder à l'écran «Mémoire des travaux».
3. NUMÉRO DE TRAVAIL: affiche le travail alphanumérique à 10 chiffres sélectionné.
4. INDICATEUR DE POSITION: Affiche la position actuelle de la glissière.
5. PINCE SUPÉRIEURE - PINCE: Appuyez pour mettre sous tension les bornes supérieures. ** ne peut être pressé que sur bdc **
6. PINCE SUPÉRIEURE - UNCLAMP: Appuyez pour mettre hors tension les pinces supérieures. ** ne peut être pressé que sur bdc **
7. PINCE INFERIEURE - PINCE: Appuyez pour mettre sous tension les bornes inférieures. ** ne peut être pressé que sur bdc **
8. PINCE INFERIEURE - UNCLAMP: Appuyez pour mettre hors tension les bornes inférieures. ** ne peut être pressé que sur bdc **
Type de graisse de lubrification
1. BOUTON DE NAVIGATION: Appuyez sur ce bouton pour accéder aux écrans de navigation. Selon le niveau de mot de passe de l'opérateur ou du superviseur, plus ou moins d'écrans sont accessibles.
2. TRAVAIL: Appuyez pour accéder à l'écran «Mémoire des travaux».
3. NUMÉRO DE TRAVAIL: affiche le travail alphanumérique à 10 chiffres sélectionné.
Remarque: lorsque votre machine est configurée en usine, le type de système de lubrification, de graisse ou d'huile de recirculation est sélectionné afin que vous n'ayez accès qu'au réglage du système de lubrification adapté à votre presse. Seul le système de lubrification actif sera affiché sur l'écran hmi.
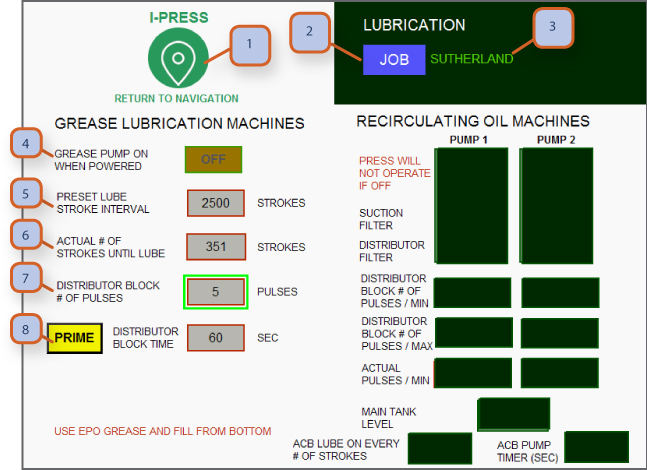
Système de lubrification à la graisse
4. POMPE À GRAISSE: Appuyez sur cette touche pour activer / désactiver, quand elle est activée, chaque fois que la presse est démarrée, la pompe à graisse effectuera un cycle complet. Si les presses sont souvent activées / désactivées pendant une journée, celle-ci doit être en position d'arrêt. Avec le système éteint, la pompe à graisse ne fonctionnera que sur un nombre de courses défini.
5. INTERVALLE DE COURSE DE LUBRIFICATION PRÉRÉGLÉE: La pompe de lubrification se mettra en marche à chaque nombre de courses, c'est votre point de réglage clé. En fonction de la vitesse, d'un seul coup ou des modes de fonctionnement en continu, vous aurez peut-être besoin de plus ou moins de lubrifiant. Surveillez les bacs de récupération de graisse et la graisse sur le vilebrequin, si vous obtenez une quantité excessive de graisse, augmentez le nombre de courses, entre les intervalles de lubrification. Un bon point de départ est de 3000 coups.
6. NOMBRE RÉEL DE COURSE JUSQU'À LUBRIFICATION: Faites un compte à rebours jusqu'à ce que la pompe de lubrification démarre.
7. BLOC DISTRIBUTEUR NOMBRE D'IMPULSIONS: Le bloc distributeur a une broche de cycle surveillée électroniquement. Si la pompe à graisse tourne bas, cela détectera un manque de débit et affichera un niveau de graisse bas sur l'écran hmi.
8. AMORCER: Appuyez sur le bouton jaune d'amorçage pour amorcer manuellement le système de lubrification et la pompe à graisse fonctionnera pendant la durée définie au n ° 7.
Lubrification Type d'huile de recirculation
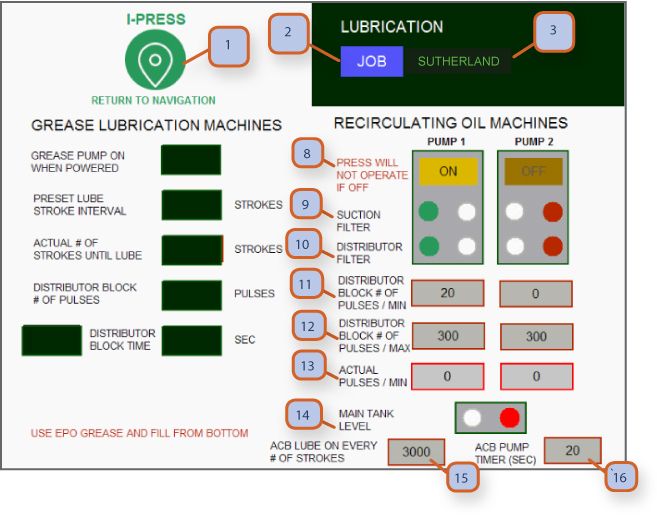
1. BOUTON DE NAVIGATION: Appuyez sur ce bouton pour accéder aux écrans de navigation. Selon le niveau de mot de passe de l'opérateur ou du superviseur, plus ou moins d'écrans sont accessibles.
2. TRAVAIL: Appuyez pour accéder à l'écran «Mémoire des travaux».
3. NUMÉRO DE TRAVAIL: affiche le travail alphanumérique à 10 chiffres sélectionné.
Remarque: lorsque votre machine est configurée en usine, le type de système de lubrification, de graisse ou d'huile de recirculation est sélectionné afin que vous n'ayez accès qu'au réglage du système de lubrification adapté à votre presse. Seul le système de lubrification actif sera affiché sur l'écran hmi. (les deux systèmes de lubrification sont illustrés ici à titre indicatif uniquement)
Système de recirculation d'huile (pour les presses latérales droites plus grandes)
8. PUMP OFF / ON: Indique l'état actuel de la pompe à huile.
9. FILTRE D'ASPIRATION: Il apparaîtra en vert lorsqu'il fonctionnera correctement et en rouge lorsque le filtre est bouché et nécessite un nettoyage.
10. FILTRE DU DISTRIBUTEUR: Il apparaîtra en vert lorsqu'il fonctionnera correctement et en rouge lorsque le filtre est bouché et doit être nettoyé.
11. BLOC DISTRIBUTEUR NOMBRE D'IMPULSIONS / MIN: Reportez-vous au schéma de lubrification pour le réglage minimum de la broche de cycle au bloc distributeur.
12. BLOC DISTRIBUTEUR NOMBRE D'IMPULSIONS / MAX: Reportez-vous au schéma de lubrification pour le réglage maximum de la broche de cycle au bloc distributeur.
13. ACTUAL PULSES / MIN: Affiche le nombre réel d'impulsions par minute.
14. NIVEAU DU RÉSERVOIR PRINCIPAL: Le réservoir d'huile principal est équipé d'un capteur de niveau bas, le vert est opérationnel et le rouge est le niveau bas et le défaut s'affichera sur l'écran hmi.
15. LUBRIFICATION ACB À CHAQUE # COURSE: Vous pouvez régler le nombre de courses pour activer le graisseur à contrepoids acb / air.
16. SECONDES DE LA MINUTERIE DE LA POMPE ACB: Vous pouvez régler le nombre de secondes pour que le huileur à contrepoids acb / air termine son cycle.
Silence de sécurité de la barrière immatérielle lors de la course ascendante
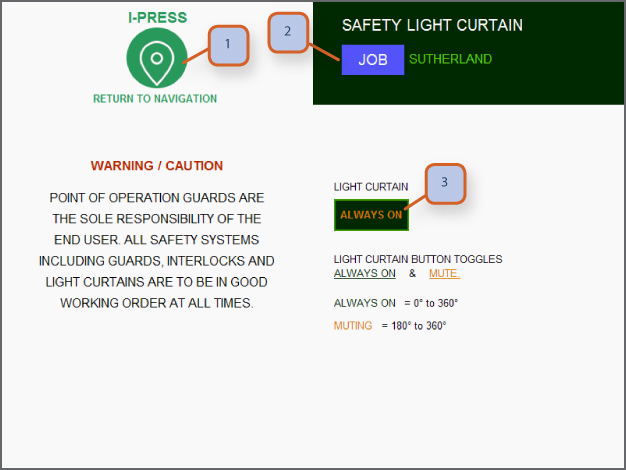
1. BOUTON DE NAVIGATION: Appuyez sur ce bouton pour accéder aux écrans de navigation. Selon le niveau de mot de passe de l'opérateur ou du superviseur, plus ou moins d'écrans sont accessibles.
2. TRAVAIL: Appuyez pour accéder à l'écran «Mémoire des travaux».
3. RIDEAU D'ÉCLAIRAGE: vous permet de basculer entre toujours activé ou muet sur la course ascendante. Attention: lorsque vous remettez à zéro l'encodeur et la position réelle de la glissière, vous obtiendrez un écran d'avertissement vous avertissant que le processus de remise à zéro est précis. Nous vous encourageons à sélectionner les barrières immatérielles toujours allumées pendant la remise à zéro du codeur, puis à tester le système avant de revenir à la mise en sourdine sur la course ascendante.
Remarque: les protecteurs de point de fonctionnement sont sous la seule responsabilité de l'utilisateur final. Les opérateurs doivent signaler tous les gardes ou barrières immatérielles qui ne sont pas en bon état de fonctionnement.
Compteur de maintenance
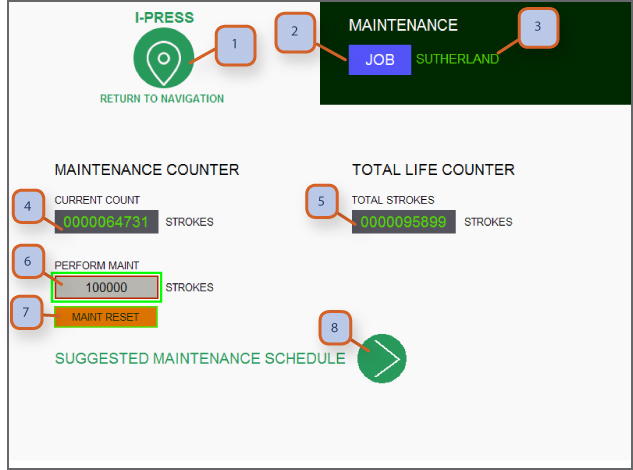
1. BOUTON DE NAVIGATION: Appuyez sur ce bouton pour accéder aux écrans de navigation. Selon le niveau de mot de passe de l'opérateur ou du superviseur, plus ou moins d'écrans sont accessibles.
2. TRAVAIL: Appuyez pour accéder à l'écran «Mémoire des travaux».
3. NUMÉRO DE TRAVAIL: affiche le travail alphanumérique à 10 chiffres sélectionné.
4. NOMBRE DE COURANT DE MAINTENANCE: Affiche le décompte de courant jusqu'au moment où un arrêt de maintenance se produira. Cela apparaît également dans le coin inférieur droit de l'écran de fonctionnement principal et est affiché avec le décompte du compteur jusqu'à 0-zéro afin que l'opérateur puisse voir quand un arrêt de maintenance est sur le point de se produire.
5. TEMPS TOTAL: Ceci est un compteur de points de vie total.
6. EFFECTUER LA MAINTENANCE: Le superviseur peut prérégler le numéro pour l'arrêt de maintenance. La presse s'arrêtera après ce nombre prédéfini de courses.
7. MAINT. RESET: Appuyez pour réinitialiser le compteur de maintenance.
8. DÉFILEMENT: Appuyez pour afficher les suggestions d'entretien afin d'optimiser le temps de fonctionnement de votre presse.
Modes de fonctionnement spéciaux
1. BOUTON DE NAVIGATION: Appuyez sur ce bouton pour accéder aux écrans de navigation. Selon le niveau de mot de passe de l'opérateur ou du superviseur, plus ou moins d'écrans sont accessibles.
2. TRAVAIL: Appuyez pour accéder à l'écran «Mémoire des travaux».
3. RIDEAU D'ÉCLAIRAGE: vous permet de basculer entre toujours activé ou muet sur la course ascendante. Attention: lorsque vous remettez à zéro l'encodeur et la position réelle de la glissière, vous obtiendrez un écran d'avertissement vous avertissant que le processus de remise à zéro est précis. Nous vous encourageons à sélectionner les barrières immatérielles toujours allumées pendant la remise à zéro du codeur, puis à tester le système avant de revenir à la mise en sourdine sur la course ascendante.
Remarque: les protecteurs de point de fonctionnement sont sous la seule responsabilité de l'utilisateur final. Les opérateurs doivent signaler tous les gardes ou barrières immatérielles qui ne sont pas en bon état de fonctionnement.
Réinitialisation de la soupape de frein d'embrayage
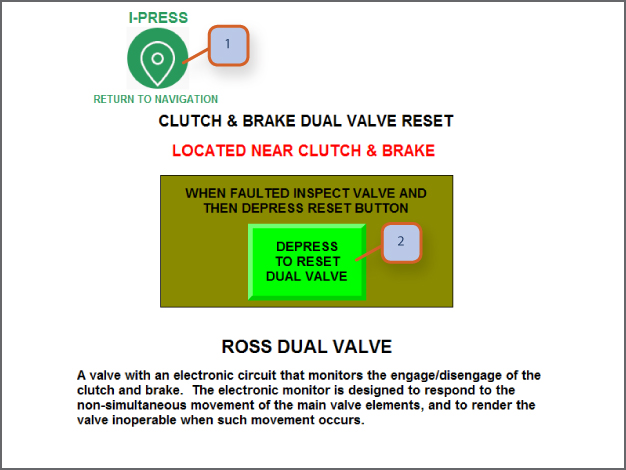
1. BOUTON DE NAVIGATION: Appuyez sur ce bouton pour accéder aux écrans de navigation. Selon le niveau de mot de passe de l'opérateur ou du superviseur, plus ou moins d'écrans sont accessibles.
2. APPUYER POUR RÉINITIALISER: Cela réinitialisera la soupape de sécurité DSV pour l'embrayage et le frein.
Remarque:
• La vanne DSV et les systèmes pneumatiques doivent être correctement entretenus pour un fonctionnement optimal.
• Le réservoir d'air et toutes les conduites d'alimentation en air de la presse doivent être vidangés chaque semaine pour éliminer toute accumulation d'humidité.
• Nous vous encourageons à ajouter des lignes et des dispositifs de collecte pour garder la presse et la zone propres et recueillir toute accumulation d'humidité ou d'huile.
• Inspectez et nettoyez le silencieux d'échappement sur la soupape DSV, un échappement d'air restreint réduira le temps d'arrêt des freins.
RÉINITIALISATION EN CAS DE DÉPASSEMENT
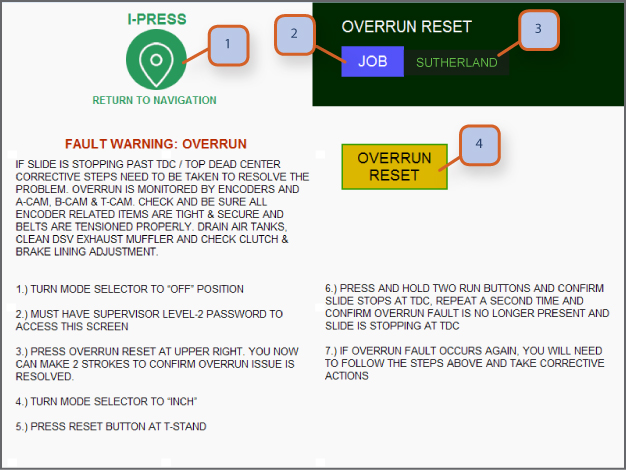
Remarque:
** suivez les instructions à l'écran **
1. BOUTON DE NAVIGATION: Appuyez sur ce bouton pour accéder aux écrans de navigation. Selon le niveau de mot de passe de l'opérateur ou du superviseur, plus ou moins d'écrans sont accessibles.
2. TRAVAIL: Appuyez pour accéder à l'écran «Mémoire des travaux».
3. NUMÉRO DE TRAVAIL: affiche le travail alphanumérique à 10 chiffres sélectionné.
4. RÉINITIALISATION DE DÉPASSEMENT: Appuyez pour démarrer la séquence de réinitialisation de dépassement.
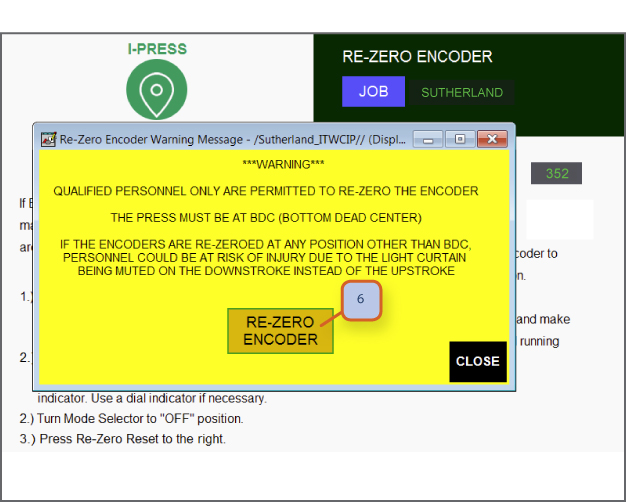
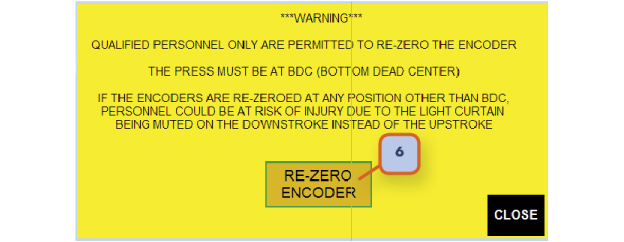
Encodeur Re-Zero
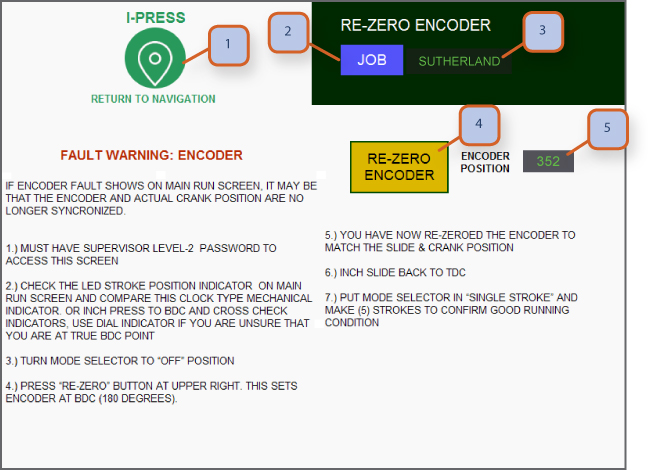
1. BOUTON DE NAVIGATION: Appuyez sur ce bouton pour accéder aux écrans de navigation. Selon le niveau de mot de passe de l'opérateur ou du superviseur, plus ou moins d'écrans sont accessibles.
2. TRAVAIL: Appuyez pour accéder à l'écran «Mémoire des travaux».
3. NUMÉRO DE TRAVAIL: affiche le travail alphanumérique à 10 chiffres sélectionné.
4. RE-ZERO ENCODER: Appuyez pour recalibrer l'encodeur (une fois enfoncé, un écran d'avertissement jaune s'affiche pour assurer la sécurité). Ceci étalonne l'encodeur à 180 degrés.
5. POSITION DU CODEUR: Affiche la position actuelle du codeur en degrés.
6. RE-ZERO ENCODER: Appuyez pour recalibrer le codeur. Suivez les instructions à l'écran.
Ensembles de fonctionnalités / autres options d'appel
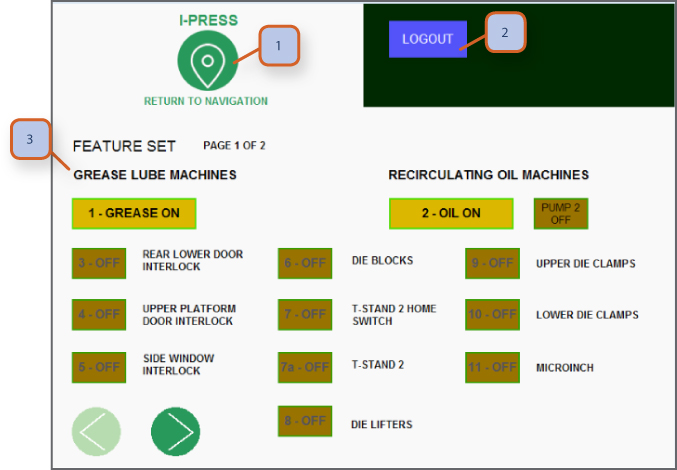
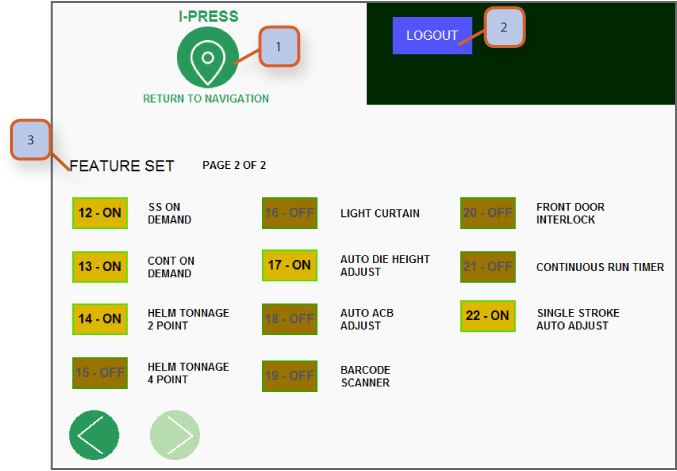
1. BOUTON DE NAVIGATION: Appuyez sur ce bouton pour accéder aux écrans de navigation. Selon le niveau de mot de passe de l'opérateur ou du superviseur, plus ou moins d'écrans sont accessibles.
2. DÉCONNEXION: Cela permet aux utilisateurs de se déconnecter afin que d'autres puissent se connecter avec leur niveau de mot de passe.
3. BASCULEMENT DES JEUX DE FONCTIONS: Cette section permet à un technicien SP certifié uniquement d'activer ou de désactiver les jeux de fonctionnalités.










2.jpeg)
.png)



































































